





















PATON
PRO-series
DC
MMA/TIG/MIG/MAG
‐
22
‐
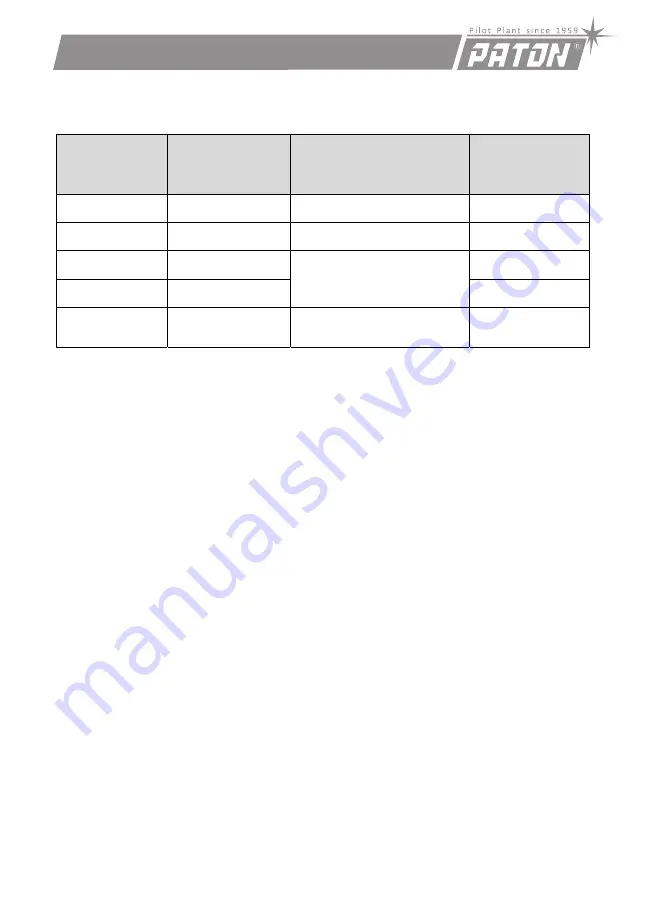
8. GENERATOR
OPERATION
MODE
The
power
source
can
be
operated
from
a
generator
upon
the
following
condition:
When
working
with
electrodes
Set
current
value
in
MMA
and
TIG
modes
When
working
with
wire
of
specified
diameter
in
MIG/MAG
mode
Minimum
generator
power
Ф
2
80
A
at
most
Ф
0.6
mm
at
most
2.9
kVA
Ф
3
120
A
at
most
Ф
0.8
mm
at
most
4.5
kVA
Ф
4
160
A
at
most
Ф
1.0
mm
at
most
6.2
kVA
Ф
5
200
A
at
most
8.0
kVA
Ф
6,
low
‐
melting
250
A
at
most
up
to
Ф
1,2
mm
11.0
kVA
To
ensure
trouble
‐
free
operation:
Output
voltage
of
the
generator
shall
not
fall
beyond
the
permissible
range
of
160~260
V;
these
are
permitted
values
for
each
phase,
if
a
three
‐
phase
machine
is
used.
9. ATTENDANCE
AND
TECHNICAL
MAINTENANCE
ATTENTION:
Before
opening
the
machine,
switch
it
off
and
disconnect
the
mains
plug.
Wait
until
internal
circuits
of
the
machine
de
‐
energize
(about
5
minutes),
and
only
then
proceed
with
other
actions.
When
leaving
the
machine,
install
a
restrictive
plate
which
prohibits
switching
the
machine
on.
In
order
to
ensure
proper
operation
of
the
machine
for
many
years,
adhere
to
several
rules:
-
conduct
inspection
in
accordance
with
safety
practices
within
the
established
time
intervals
(see
"Safety
rules"
chapter);
-
if
the
machine
is
subject
to
heavy
use,
it
is
recommended
to
purge
it
with
dry
compressed
air
once
per
six
month.
ATTENTION:
If
the
machine
is
purged
from
a
very
short
distance,
electronic
components
may
be
damaged;
-
if
the
machine
is
very
dust
‐
laden,
clean
channels
of
the
cooling
system
manually.
10. STORAGE
RULES
A
preserved
and
packaged
source
shall
be
stored
in
storage
conditions
4
as
per
GOST
15150
‐
69
for
5
years.
A
de
‐
preserved
source
shall
be
stored
in
dry
closed
rooms
at
air
temperature
not
lower
than
plus
5
°С.
The
rooms
must
be
free
from
acid
vapours
and
other
active
substances.
Summary of Contents for PRO-160
Page 1: ......







































































