







TPP
INSTRUCTION MANUAL
Page 5
Date rev. 28/05/13
Rev. 07
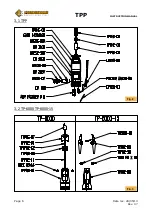
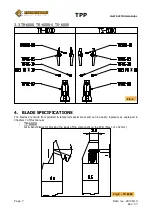
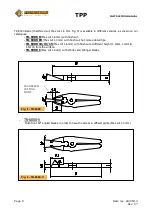
2.2 TP-6000 - TP-6000-15 - TS-6000
Those who work in the electronics sector frequently have the problem of blocking the components on the
printed circuit board before and during the soldering phase. In order to solve the problem, Piergiacomi
has designed and produced these tools, the TP-6000, which cuts the component leads and bends them
so as to fix them firmly in place to the board. The operator that will later perform the soldering phase will
therefore not have that troublesome problem of components that have been displaced or in the worst
case become loose and fallen off the board.
The TP-6000 or TP-6000-15 proves to be an enormously special tool as it manages to carry out two
functions in one operation and furthermore has the advantages of being a lightweight and reduced costs
pneumatic tool.
This is the basis of our philosophy and our product has been designed to meet both performance and
safety requirements.
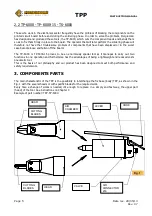
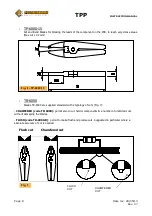
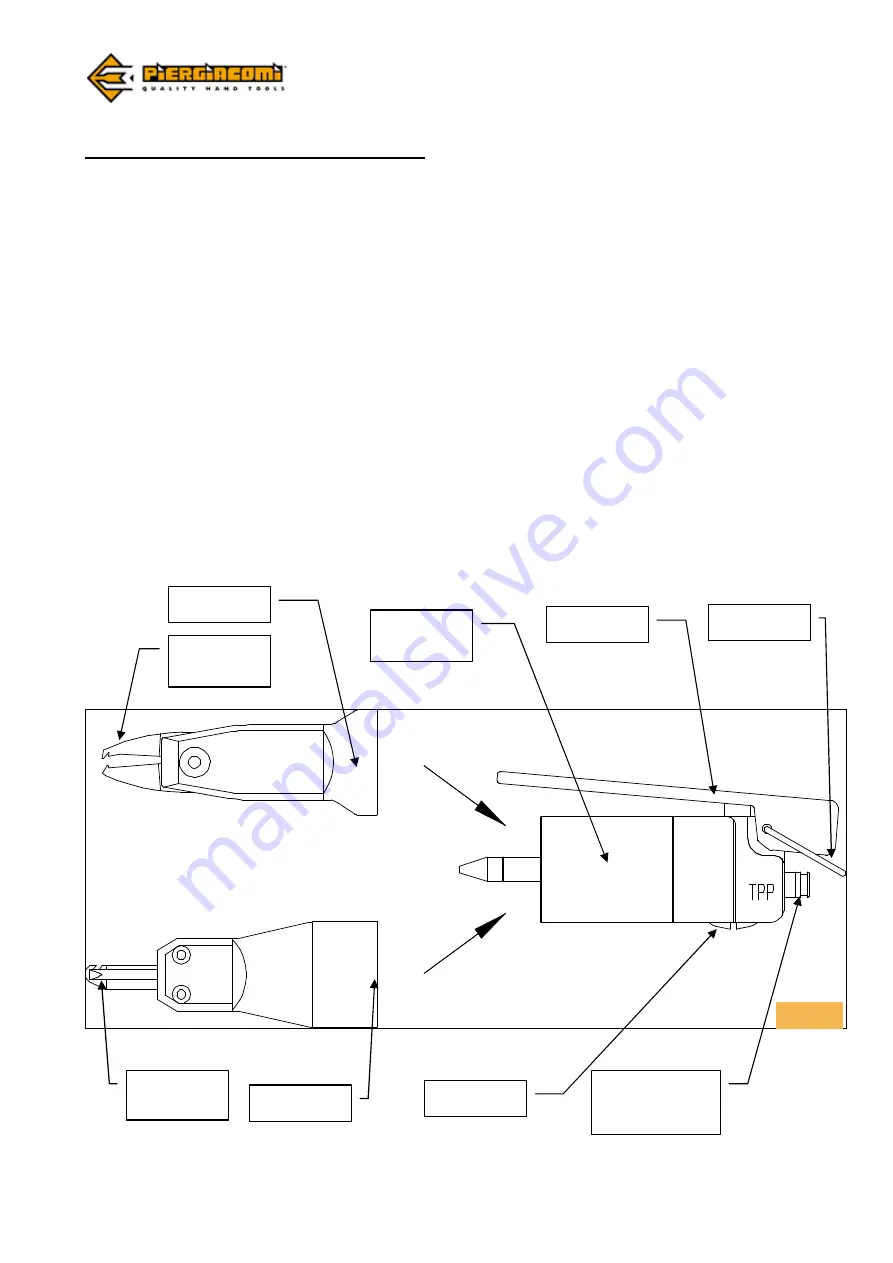
3. COMPONENTS PARTS
The main characteristic of the TPP is the possibility to interchange the fix base (body) TPP, as shown in the
Fig. 1 with the several heads or with specific blades for the required work.
Every time a change of works is needed, it’s enough to replace, in a simply and fast way, the upper part
(head) of the tool. See instructions on Chapter 7.
Example of part number: TPP-TP-6000
VALVE
HOOK
AIR
CONNECTOR
Ø6
LEVER
AIR
CHAMBER
HEAD
HEAD
CUTTING
BLADES
CUTTING
BLADES
Fig. 1







































































