





























7. Machine Maintenance
Danger of injury!
Carry out the maintenance work only if the MAIN SWITCH is off or if the machine is disconnected from the mains.
Care and maintenance is absolutely necessary to maintain the functionality of the machine and its components. This includes: check
and adjustment of band saw guide heads • cleaning • metal chips removal • removing metal chips from the internal part of the band
saw arm • coolant replacement • lubrication of sliding surfaces and bearings • checking of supply lines for damage • vice checks •
screw connection checks • limit switch checks
Check protective devices
Check the protection devices for possible damages and faults prior to the start of everyday work.
Check power cable
Check in regular intervals, at least once a week: integrity of electric installation • integrity of connections and relief from
pulling
7.1. Cleaning
Clean the machine in regular intervals (always at the end of the shift, or if required, during the shift). To clean the machine, use
appropriate detergents. Do not use solvents (e.g. nitro diluent). Do not use compressed air! Compressed air would blow delicate
chips and dirt particles under sliding elements or endanger the health of personnel by flying particles.
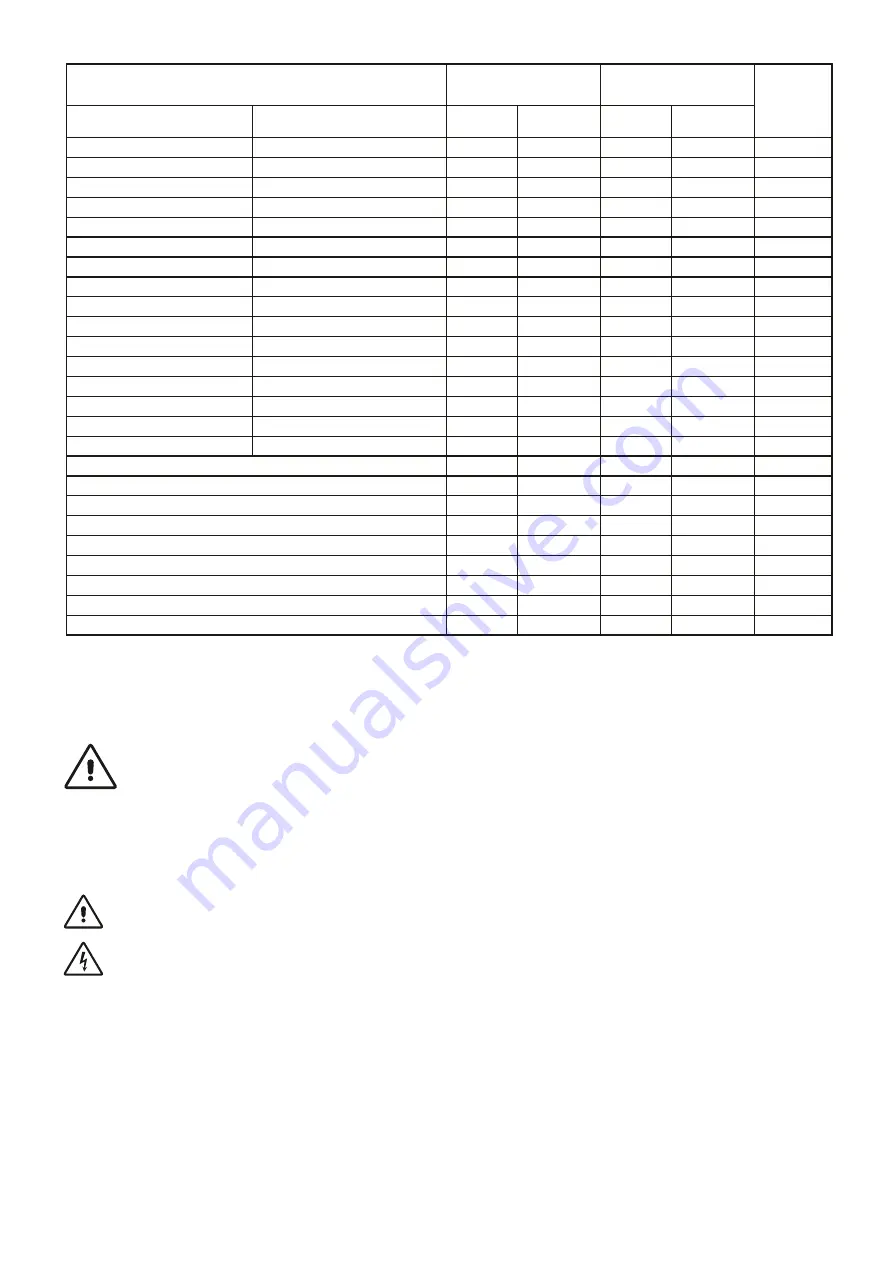
11 107 - 11 110
11 500 - 11 600 / 12 020 - 12 060
13 250 / 14 260 / 15 260
14 100 / 15 220
14 220 / 15 124
17 020 - 17 042
17 115
17 253 - 17 255
19 150 / 19 192 - 19 312
19 422 / 19 452 / 19 721 / 19 740
19 436
19 662
19 721
19 802 - 19 860
INCONEL, HASELLOY, NIMONIC, INCOLOY
Heat-treated steel
Cast steel
Grey cast iron
Copper, bronze, tin bronze
Red bronze
Aluminium bronze
Aluminium alloy castings
Al 99%, thermoplastics, plastics
11 301 - 11 420 / 12 010 - 12 020
19 063 - 19 083 / 15 142 / 16 142
ČSN
Material
Cooling
oil
volume
(%)
10-15
10
10-15
5-10
3
10-15
10-15
5-10
15
5-10
5-10
3
do not
15-20
5
3
15-20
5
40
25
3
10
10-15
do not
do not
Arm descent speed
into the cut
(mm/min)
ø 100-330 mm
55-20
30-20
35-25
28-15
28-15
55-30
12-4
18-2
6-1
30-25
20-8
21-10
14-5
4-2
16-6
21-10
4-2
23-12
55-25
140-55
85-55
70-45
70-45
55-30
140-55
ø 0-100 mm
190-60
125-35
125-38
125-30
125-30
190-60
75-15
100-20
40-7
125-35
120-25
90-23
62-15
25-5
70-1
90-23
25-5
76-25
190-60
450-150
300-90
230-75
230-75
190-60
450-150
Recommended blade speed
(m/min)
ø 100-330 mm
70-90
40-70
50-70
40-60
30-60
60-80
30-40
30-50
30
40-70
30-60
30-50
30-40
30
30
30-50
30
30-40
30-60
80-90
60-90
60-90
30-60
30-70
50-80
ø 0-100 mm
70-90
50-80
60-90
50-70
50-70
60-90
40-50
40-50
30-40
60-90
50-70
40-60
30-40
30
30-40
40-60
30
40-50
30-70
80-90
70-90
70-90
40-70
40-80
50-90
In general
Free-cutting steel
Structure/construction steel
Cementing steel
Spring steel
Bearing steel
Alloy steel
NIRO steel
Valve steel
Heat-resistant steel
Refining steel
Non-alloy tool steel
Alloy steel
Hammer steel
Nitriding steel
Tool steel for hot processing
High speed steel
Summary of Contents for ARG 300 plus S.A.F.
Page 2: ......


























































