IP-010
Page
6
of
13
Revision 3
6.
Note that the studs in the clamping section are tightened to a higher torque value than the studs in
the sealing section.
7.
Torque the studs and nuts of the clamping sections uniformly, as indicated by the
Torque Values
for Clamping Section
in the
PLIDCO Torque Chart for Clamp+Sleeve
located on the last page.
Note
that the sidebars in the sealing section are gapped approximately 1/8 inch (3.2 mm) or less
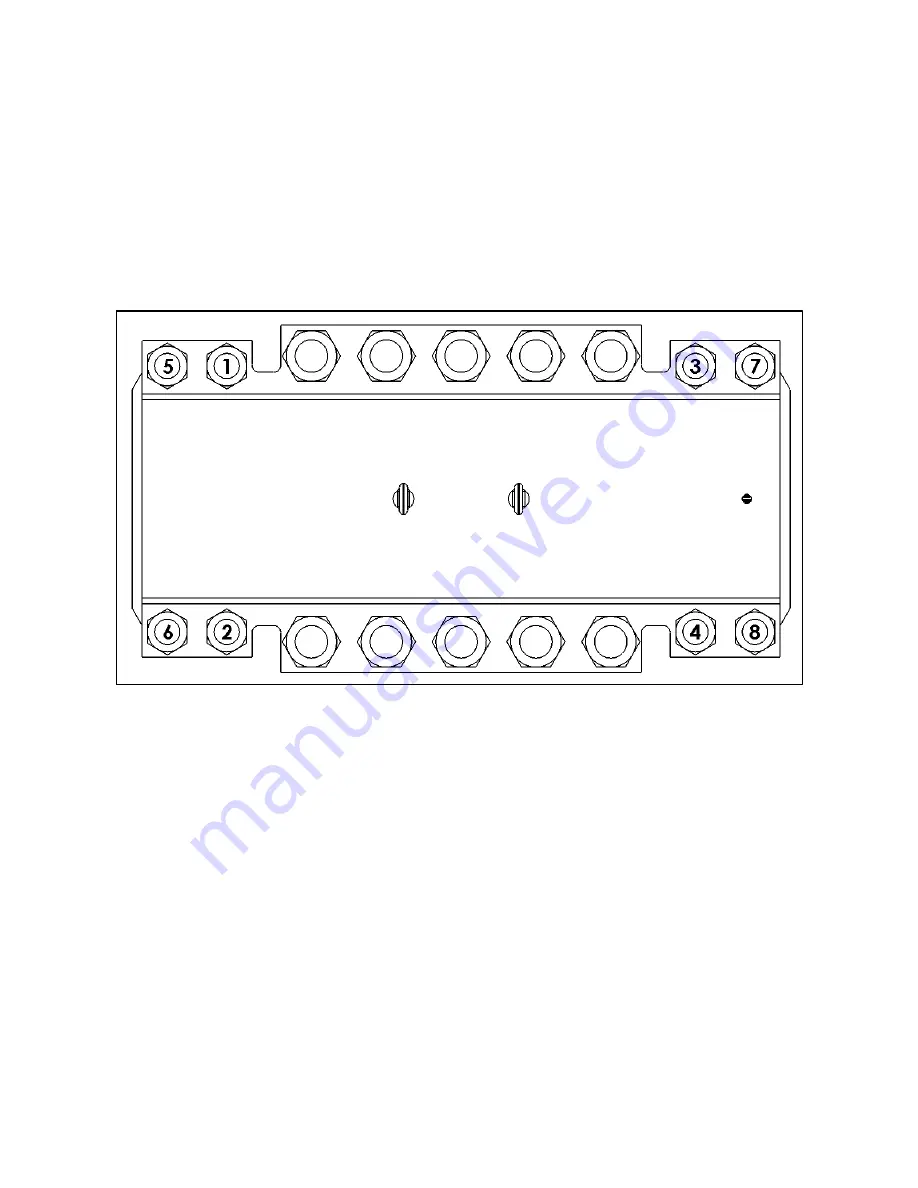
when the PLIDCO Clamp+Sleeve is fully tightened. The gap between the side bars in the clamping
section is typically greater than the sealing section and is dependent on pipe size. The sequence
for torquing the studs and nuts will be similar to the numerical pattern of Figure 6, and will be
executed repeatedly as follows:
•
1
st
time - 75% torque.
•
2
nd
time- 100% torque.
Figure 6
To complete assembly,
ALL
studs should be rechecked at the recommended torque. Torque all
studs in a circular pattern at 100% torque all studs and nuts are unable to continue spinning. Keep
in mind; an increase in torque on one stud can cause a decrease in torque on neighboring studs.
Note: The torque values listed on the PLIDCO Torque Chart represent residual torque. The initial
torque value may need to be slightly higher due to bolt relaxation. Applicable industry methods
should be used to verify bolt preload. Rechecking of torque is recommended at 4 and 24 hours
after installation.
8.
If the PLIDCO Clamp+Sleeve is being used to join pipe ends, the allowable gap between the pipe
ends is dependent on the internal length between circumferential seals of the PLIDCO
Clamp+Sleeve. The pipe ends must extend past the circumferential seals by approximately 1½
inches (38 mm) as shown in Figure 7. A standard PLIDCO Clamp+Sleeve has a straight bore which
does not allow for angular misalignment of the two pipe ends.