
























13
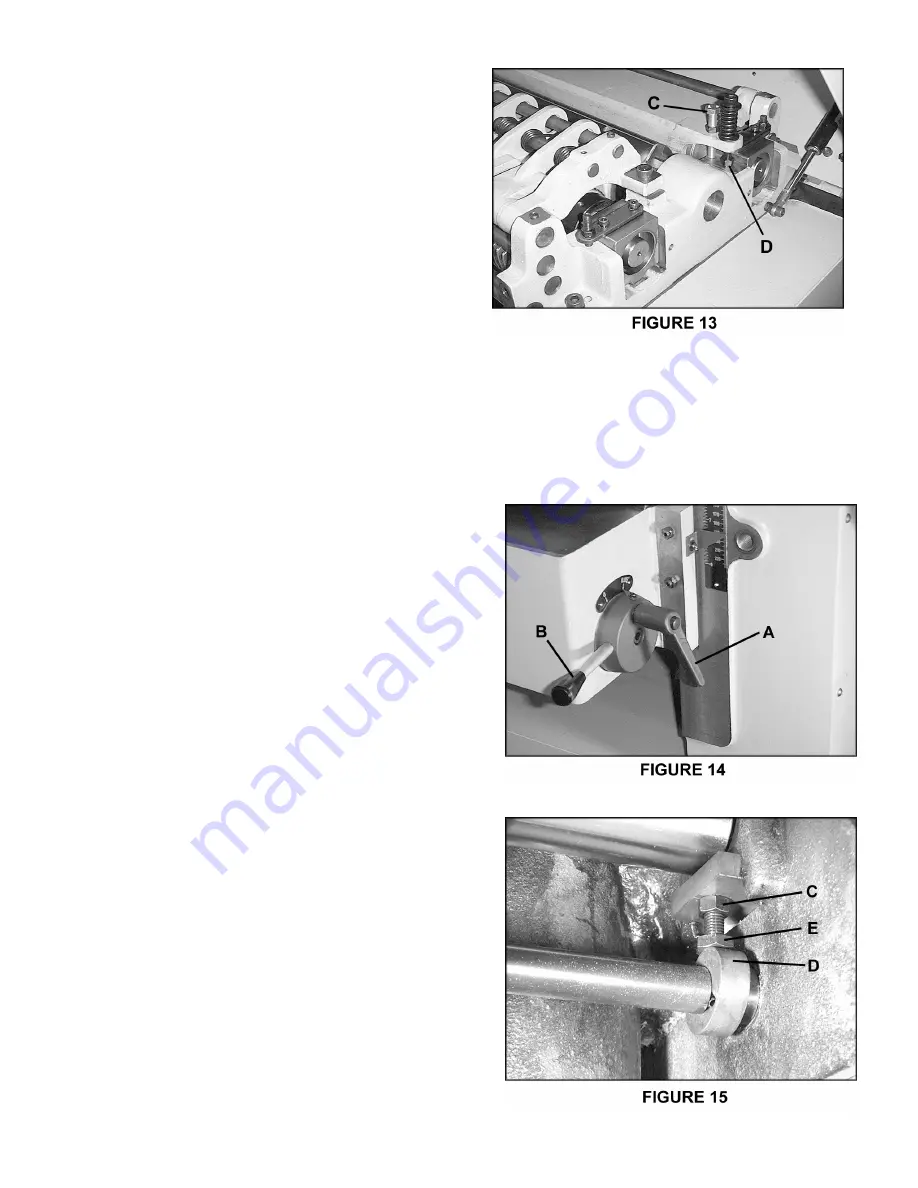
If it is too high, a shallow "clip" will occur at each end of
the board. If it is too low, stock will not feed through.
Use a bed and feed roll gauge to set the full length of
the pressure bar to be .000-.001" (.02mm) above the arc
of the cutterhead. Figure 13 shows the height
adjustment screw (C) and the spring tension adjustment
screw (D) for the pressure bar. This initial setup is a
starting point and final adjustment may have to be made
during a test cut.
OUTFEED ROLL
The outfeed roll is of smooth, one-piece construction to
help avoid marring the finished surface of the material
being cut. Its function is to continue to feed the material
through the machine after it leaves the infeed roll. The
correct free position setting is 1/32" (.8mm) below the
arc of the cutterhead knives.
Use a bed and feed roll gauge to check the outfeed roll
in the same manner as the infeed roll. Adjust as
necessary using the screws shown in Figure 13.
TABLE ROLLS
The Model 201 Planer has two table rolls which help
reduce friction of the stock on the table as it feeds
through the machine. It is not possible to give exact
height setting of the table rolls because each type of
wood behaves differently. As a general rule, however,
when planing rough stock, the table rolls should be set
high and when planing smooth stock the table rolls
should be set low. Height should should normally range
between .005" to .015".
The planer is equipped with a quick set table roll
adjustment. With a single lever, you can raise the rolls
from their finishing board height to a roughing board
height. See Figure 14. The range is 0.00 to .060”
To adjust the height of the table rolls, loosen the handle
(A) and turn the lever (B). Re-tighten the handle to lock
the setting.
If the table rolls should need further adjustment:
1.
Position the lever (B-Fig. 14) to zero setting.
2. Use a bed and feed roll gauge and zero the
indicator to the table. Place the gauge over the extreme
right side of the table roll and find the high point of the
roll arc.
3.
The standard setting is .008" (.2mm); if the reading
is greater or less than this reading, reach below the table
and loosen the hex nut (C) which is above the cam (D)
Rotate the hex screw (E) to position the .008" setting.
See Figure 15.
Summary of Contents for 201
Page 1: ...22 PLANER Model 201 Instruction Manual Parts List M 0460224 800 274 6848 www powermatic com ...
Page 22: ...22 Gearbox Assembly Model 201 Planer ...
Page 25: ...25 Cutterhead Assembly Model 201 Planer ...
Page 27: ...27 Top Cover Assembly Model 201 Planer ...
Page 29: ...29 Column Assembly Model 201 Planer ...
Page 31: ...31 Table Assembly Model 201 Planer ...
Page 34: ...34 Base Assembly Model 201 Planer ...
Page 35: ...35 ELECTRICAL SCHEMATIC Model 201 Planer 7 5HP 1Ph 230V ...
Page 36: ...36 ELECTRICAL SCHEMATIC Model 201 Planer 7 5HP 3Ph 230V ...
Page 37: ...37 ELECTRICAL SCHEMATIC Model 201 Planer 7 5HP 3Ph 460V ...
Page 38: ...38 ...







































































