





























Functional characteristics
MIG/MAG welding
Item No.: 099-004838-PRA01
39
5.2.6
Special parameter, “DRIVE 4 P wire feed units”
The special parameters cannot be viewed directly since they are normally only set and stored once. The
machine control offers the following special functions:
5.2.6.1
Special parameters list
Function
Setting options
Ex works
P1
Ramp time for wire creep
0 = normal creep
(10 sec ramp time)
1 = quick creep
(3 sec ramp time)
0
P2
Program "0", releasing the
program block
0 = blocking of P0
1 = no blocking of P0
0
P3
Display mode torch power control 0 = normal display
1= flashing display
0
P4
Program restriction
Programs 2 to max. 15
15
P5
Special cycle in the special
latched and non-latched
operating modes
0 = normal (previous) non-latched/latched
1 = DV3 cycle for non-latched/latched
0
P6
Enable special JOBs SP1 to SP3
(M3.70 only)
0 = no enabling
1 = enabling of Sp1-3
0
P7
Correction mode, limit value
setting
0 = correction mode switched off
1 = correction mode switched on
The control indicates that the correction
operation is switched on by flashing the "main
program (PA)" LED
0
P8
Program changeover with
standard torch
0 = normal (previous) latched
1 = P8 function on (special latched)
0
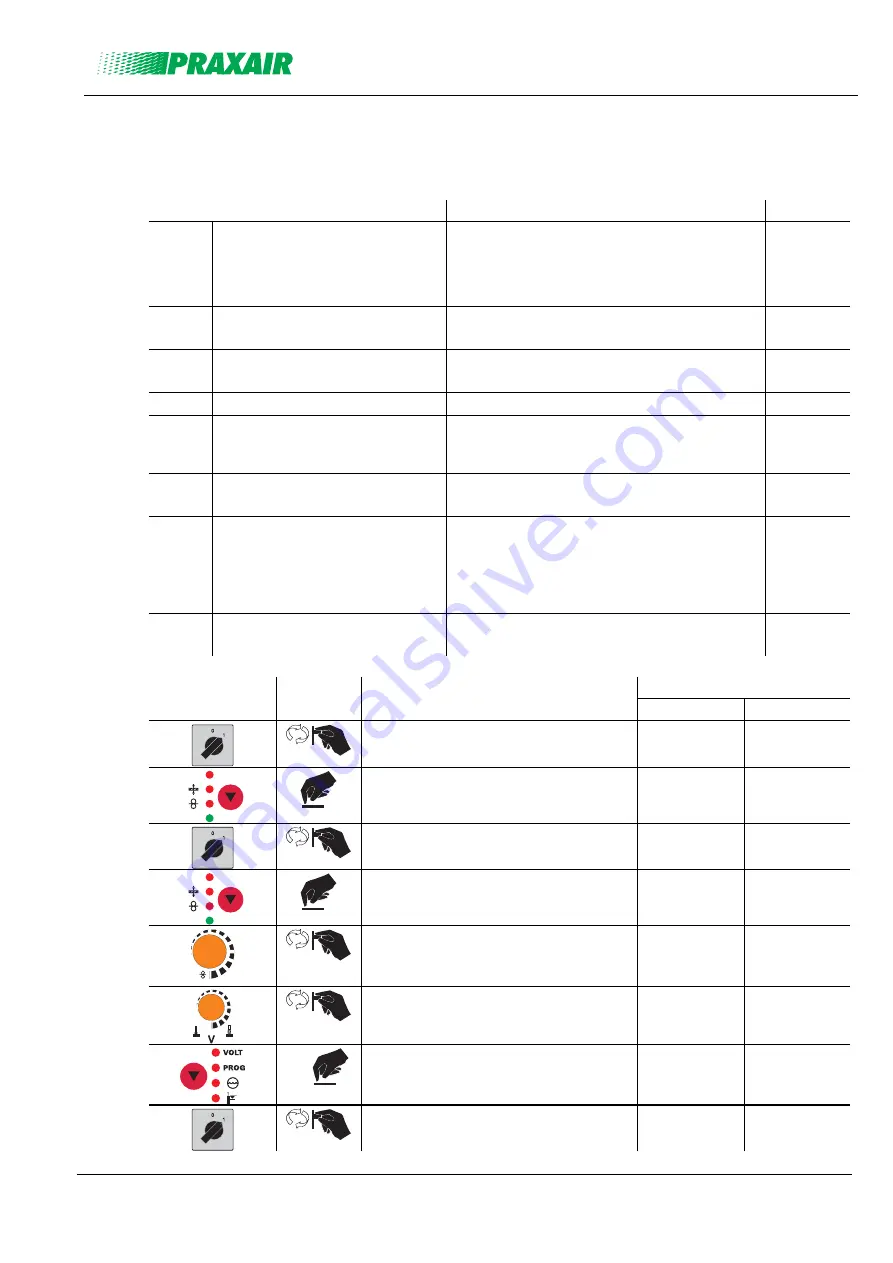
5.2.6.2
Selecting, changing and saving parameters
Display
Operating
Element
Action Result
Left Right
Switch off the welding machine
-
-
HOLD
AMP
Keep the key button pressed
-
-
Switch on the welding machine
-
-
HOLD
AMP
Release the key button
P 1
Value
m/min
Parameter selection
(see list of special parameters)
P 1-7
Value
Parameter setting
(see list of special parameters)
P x
Value
1 x
Saving the special parameters
PHO
370
Switch of the welding unit and restart in
order to put the modifications into effect
- -







































































