


























Model SG-100 Plasma Spray Gun
Operator’s
Manual
_____________________________________________________________________________________________________________________
Issued: 12/11
Page
45
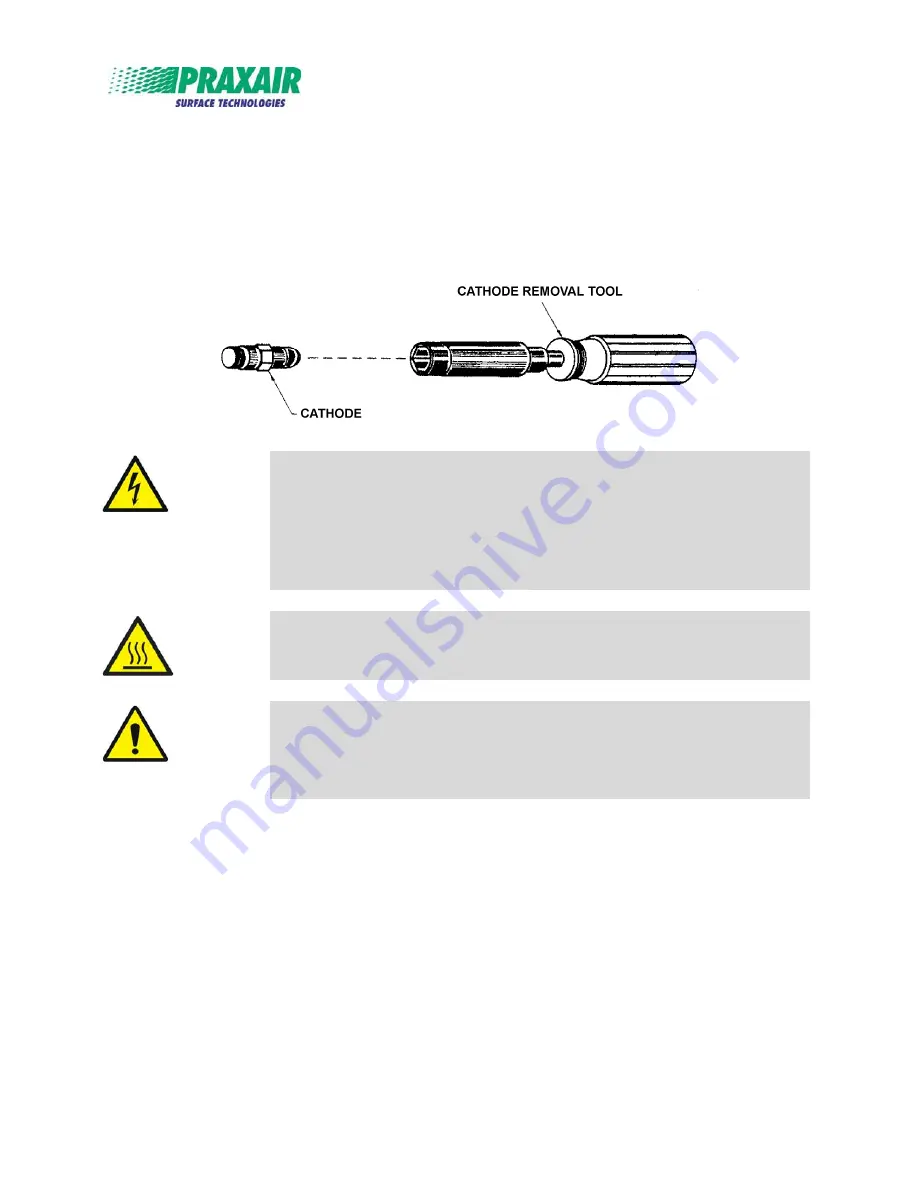
5.3 Cathode Removal & Maintenance
Figure 5-5. Cathode Removal Tool
ELECTRIC SHOCK
can kill; Do not touch live electrical parts.
Disconnect power source from input power before inspecting or
servicing gun.
Do not activate gun while performing maintenance.
HOT SURFACES
can burn skin. Allow gun to cool before touching
.
MISUSE OF CATHODE REMOVAL TOOL
will damage ceramic
arc gas injector ring.
Remove cathode carefully.
See Figures 5-3 & 5-5 and remove cathode as follows:
1. Remove anode (see Section 5-1).
2. Insert cathode removal tool through front of gun. Use care not to
damage the ceramic gas injector ring.
3.
Unscrew cathode (item 6) from cathode holder (item 7).







































































