
















38
Copyright © 2020 Quality Machine Tools, LLC
PM-1228VF v3 2020-10
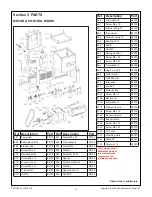
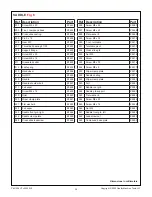
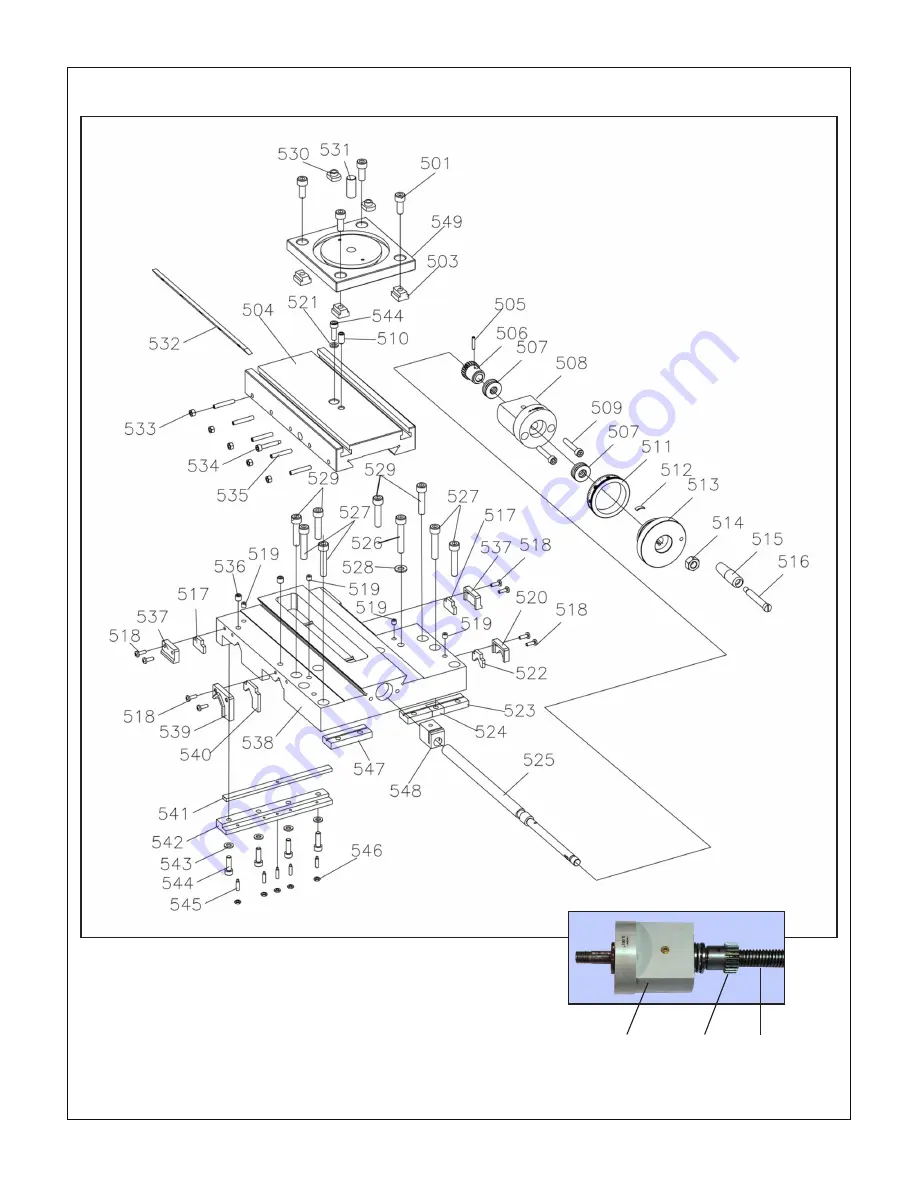
SADDLE
Fig 6
There may be detail differences
between this representative drawing
and the machine as supplied. One
instance: gib screws 535 and lock
screw 534 are shown on the opposite
side of the cross-slide casting.
508
525
Power feed
gear (meshes
with apron
gear #648
Not shown
in the above
diagram























































