





























29
SeCTION 4
mAINTeNANCe
!
W
ARNING
B
e
SUR
e
to
tigh
ten
fittings
secur
ely
using
2
wr
enches
during
reassembly
.
(F
ac
tor
y
rec
ommended
tor
que
is
30
in-lbs).
F
ailur
e
to
do
so
could
result
in
serious
injur
y
to the oper
at
or
.
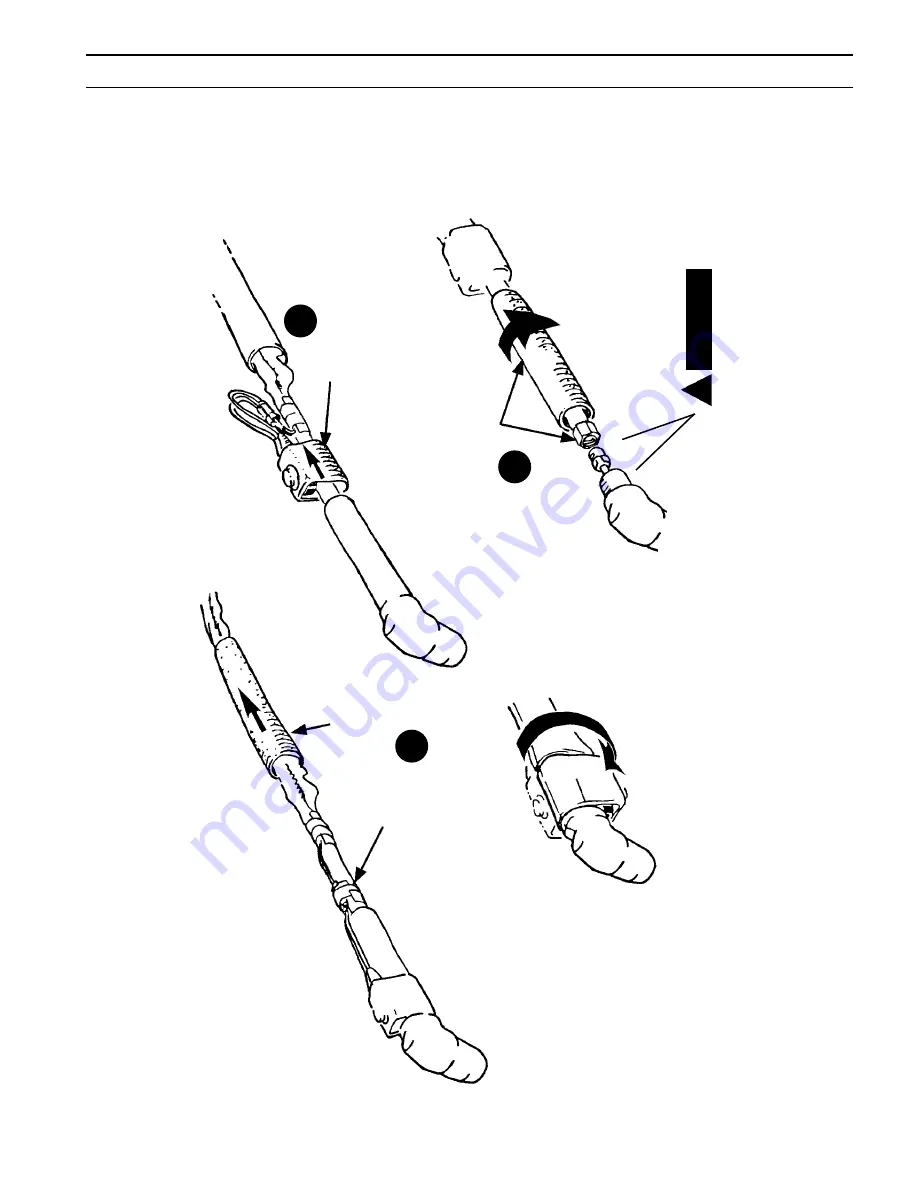
Pull
flex
supp
or
t back.
R
emo
ve
ta
pe
holding
splic
es
.
1
2
3
Slide
swit
ch
a
nd
ba
nd
from
ha
ndle
.
Snip
leads
at
splic
e
to
replac
e
swit
ch.
Unscre
w
ha
ndle
a
nd
p
ow
er
cable
from
head
4.5 POWeR CABle AND SWITCh DISASSemBlY SeQUeNCe
Summary of Contents for 380
Page 4: ... TABLE OF CONTENTS ...
Page 14: ...14 SECTION 1 DESCRIPTION ...
Page 26: ...26 SECTION 3 OPERATION ...
Page 30: ...30 SECTION 4 MAINTENANCE WORK LEAD CONNECTION TORCH CONNECTION ...
Page 41: ...41 Notes ...
Page 42: ...Notes ...
Page 43: ...Revision History Original release 06 2006 03 2007 Revised Title Page layout text ...







































































