





























WWW.PROCUTUSA.COM
PG /
29
Now that you have adjusted for depth, tighten the forward lock lever (over the tool arms). This lever must
be tight to minimize vibration.
For safety, it is advised at this time that you turn the motor off. Place the
chip deflector around the rotor and over the cutting tips. Grooves in the chip deflector will fit snugly over
the cutting tip screw heads when installed correctly. There are currently three types of chip deflector. The
first, the 50-703 standard version, is used in most smaller vented rotor applications. The second, the 50-
754, has double thick blocks and a lock clip to increase pressure on the rotor. The 50-754 chip deflector
works well on the thin solid rear rotors. The third, the 50-744, has thicker wire and a stronger spring for
larger vented rotors on larger cars and trucks.
Once cut depth is set, tool arms are locked down, chip deflector is secure, and draw bar tightness is double
checked, you may turn the motor back on. Press the feed engagement knob to engage the automatic feed.
Provided that you previously set the shut-off cam correctly, the lathe will shut off when the cut is com-
plete. The cut will take two to four minutes depending on the size of the rotor.
Step 4: MAKE THE CUT
(4 Minutes) CONTINUED
6.
7.
MACHINING ROTORS
Pictured above is the
50-754, which has
double thick blocks and
a lock clip to increase
pressure on solid thin
rear rotors.
Turn the dials clockwise to advance the
cutting tip depth. Each click of the dial
indicates .001”.
The chip deflectors ride over the cutting
arms as shown above. The chip deflec-
tor should be used every time.
Move the cutting head by turning the knob
shown above, clockwise for away from
the rotor, counter-clockwise for towards
the rotor.
Summary of Contents for X9D
Page 1: ......
Page 2: ......
Page 3: ......
Page 4: ......
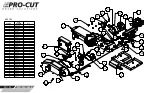
Page 10: ...1 2 3 4 5 7 8 9 11 13 12 14 6 10 PG 10 800 543 6618 Lathe Overview...
Page 41: ...WWW PROCUTUSA COM PG 41...
Page 53: ...WWW PROCUTUSA COM PG 53...
Page 59: ...WWW PROCUTUSA COM PG 59 NOTES...
Page 62: ...PG 62 800 543 6618...
Page 63: ...WWW PROCUTUSA COM PG 63...
























































