





























V1,0
SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180
8611311
Visitez www.princessauto.com pour plus d'informations
23
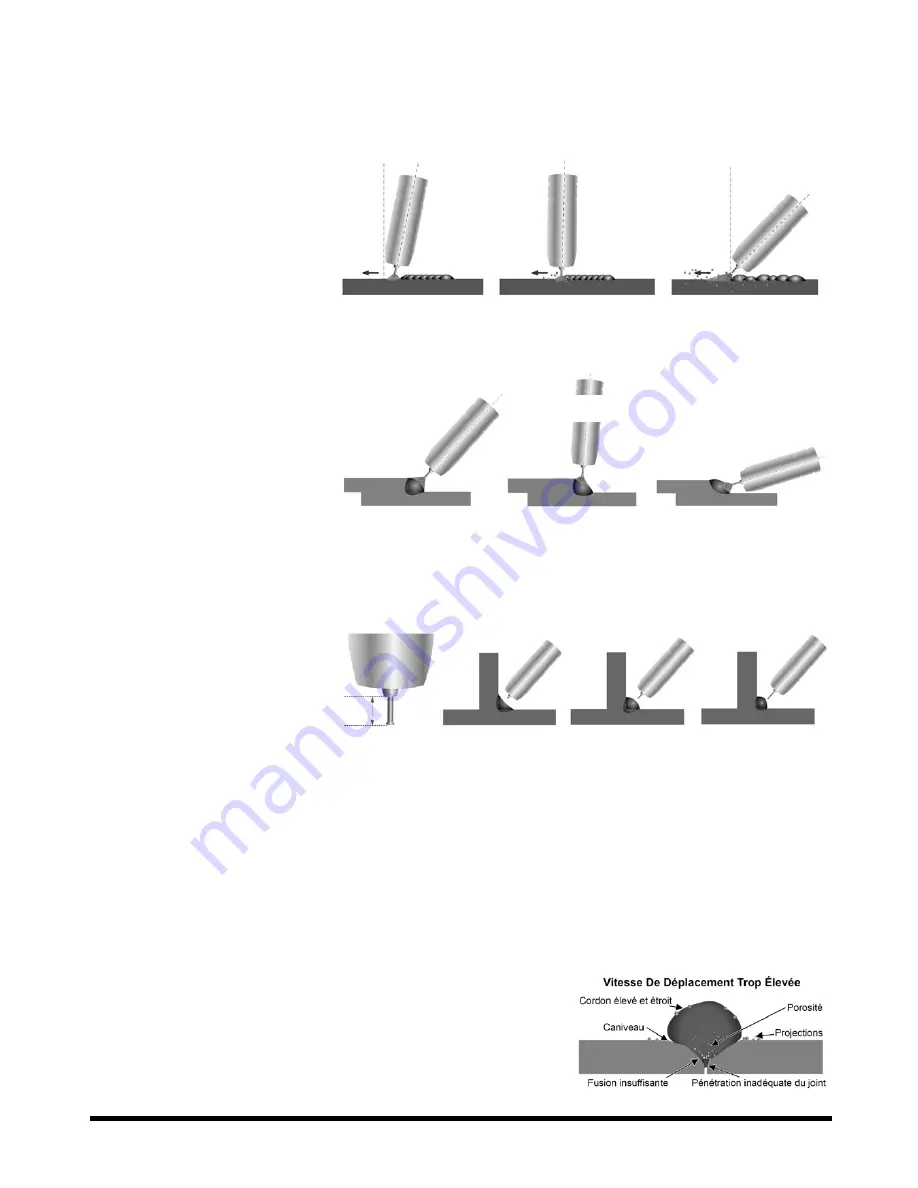
ANGLE DE DÉPLACEMENT
Angle de déplacement vers la droite ou vers la gauche par rapport au sens de soudage. Un angle de
déplacement de 5° à 15° est idéal et permet de bien contrôler le bain de fusion. Un angle de
déplacement supérieur à 20°
produira un arc instable
accompagné d'un transfert
déficient du métal de soudage,
une pénétration réduite, des
niveaux élevés de projections,
un gaz protecteur inadéquat,
ainsi qu'une soudure de finition
dont la qualité laisse à désirer
(fig. 36).
ANGLE PAR RAPPORT À LA PIÈCE
L'angle de la pièce signifie l'angle avant ou arrière du pistolet par rapport à la pièce à travailler.
L'angle recommandé de la pièce
présente un cordon de forme
adéquate, empêche la formation
de caniveaux, une pénétration
non uniforme, un gaz protecteur
insuffisant et une soudure de
finition dont la qualité laisse à
désirer (fig. 37).
DÉPASSEMENT
Le dépassement concerne la longueur du fil non fondu qui dépasse à l'extrémité de l'embout de contact.
Un dépassement constant de 1/8 à 1/4 po (fig. 38) produira un arc stable et un flux de courant
uniforme, procurant ainsi une pénétration suffisante et une fusion uniforme (fig. 39). Un dépassement
trop court produira un bain de fusion instable, des projections, ainsi qu'une surchauffe de l'embout de
contact (fig. 40). Un
dépassement trop long produira
un arc instable, un manque de
pénétration, une fusion
inadéquate, ainsi que davantage
de projections (fig. 41).
VITESSE DE DÉPLACEMENT
La vitesse de déplacement signifie la vitesse à laquelle on déplace le pistolet le long du joint de
soudure. Cette vitesse se mesure habituellement en mm par minute. La vitesse de déplacement
peut varier selon les conditions et les compétences du soudeur. Elle se limite par la capacité du
soudeur de contrôler le bain de fusion. La technique de poussée permet des vitesses de
déplacement plus grandes que la technique de tirage. Le flux de gaz doit également correspondre
à la vitesse de déplacement, puisqu'il augmente si la vitesse est plus élevée et diminue lorsqu'on
réduit la vitesse. La vitesse de déplacement doit correspondre à l'intensité de courant. Cette vitesse
diminue lorsque l'épaisseur du matériau et l'intensité de courant augmentent.
VITESSE DE DÉPLACEMENT TROP ÉLEVÉE
Une vitesse de déplacement trop élevée produit trop peu de chaleur par pouce de déplacement,
réduisant ainsi la pénétration et le degré de fusion de la
soudure, de sorte que le cordon de soudure se solidifie et
emprisonne très rapidement les gaz à l'intérieur du métal, ce
qui entraîne une porosité. Des caniveaux peuvent également
apparaître à l'intérieur du métal de base et une rainure vide
apparaît à cet endroit lorsque la vitesse de déplacement est
trop rapide pour permettre au métal fondu de s'infiltrer dans le
cratère créé par la chaleur de l'arc (fig. 42).
Fig. 37
Angle recommandé
Angle trop peu élevé
Angle trop élevé
Fig. 42
Fig. 36
Angle de 5° à 15°
Angle trop peu élevé
Angle supérieur à 20°
Fig. 38
Fig. 39
Fig. 40
Fig. 41







































































