





























INSTALLATION
Operating Manual No: PWOM-215/250MP-001
Page 24
© 2018 Global Welding LLC
4.13
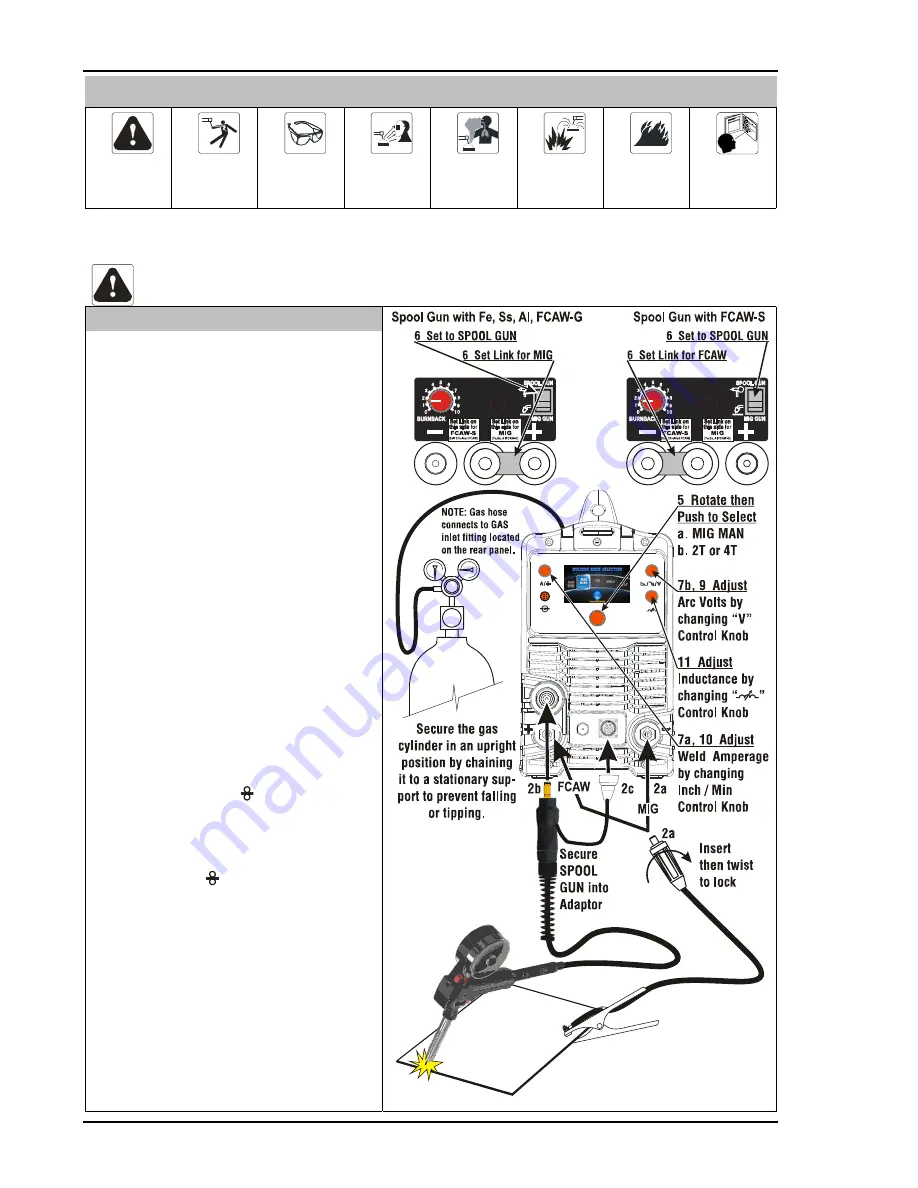
MIG MAN SPOOL GUN Setup for MIG/FCAW (GMAW)
Danger! Protect
yourself and
others
Electric shock
can kill
Flying metal or
dirt can injure
eyes
Arc rays can
burn eyes and
skin
Fumes and
gases can be
hazardous
Welding can
cause fire or
explosion
Improper instal-
lation can cause
fire
Read Operating
Manual
NOTE
13
:
Wide safety margins provided by the design allow the Power Source will withstand short term overloads without
failure. The Welding Setup Data values should be used as a guide only then fine tune one or more of the Welding Setup Data
values to suit the welding application.
Before connecting the welding cables make sure the Input Power Supply is switched off. Remove any packaging ma-
terial prior to use. Do not block the air vents at the front or rear of the Power Source.
MIG MAN SPOOL GUN Setup Sequence
Refer to SECTION 5 –
OPERATION
for explanation of controls.
1
Switch the Power Switch (located on the rear
panel) to OFF position.
2
Connect the leads as follows:
a.
Earth Clamp Lead
to the
Negative
Output Ter-
minal for
MIG
or
Positive
Output Terminal for
FCAW
b.
SPOOL Gun Lead
to the
MIG Gun Adaptor.
c.
8 Pin Plug
to 8 pin socket
d.
Gas Hose to the Gas Input on rear panel then
turn ON the shielding gas.
DO NOT over tighten the gas fittings.
e.
Fit a 4” (100mm) Welding Wire Spool into the
Spool Gun; refer to Spool Gun Operating Manual
for details.
3
Plug the Power Source into Input Supply Voltage.
4
Switch the Mains Power Supply ON & Power
Switch (located on the rear panel) ON. This will
immediately energize the Power Source.
5
Rotate Knob then PUSH to SELECT
a.
Welding Mode Selection
to MIG MAN
b.
Welding Type Selection
to 2T or 4T
6
Set Switch to SPOOL GUN & LINK to MIG or FCAW
located behind the Wirefeed Compartment Door.
7
Use Set Up Chart located on the door using Mate-
rial, Wire Type/Diameter, Shield Gas and Material
Thickness to set:
a.
Wire Speed ‘‘Inch/Min
’’
b.
Voltage ‘‘V’’.
8
Commence welding.
9
If needed, adjust the Voltage ‘‘V’’ Control Knob.
10
If needed, adjust arc amperage by changing Wire
Speed ‘‘Inch/Min
’’ to obtain the welding condi-
tion required.
11
If needed, adjust the Inductance Control Knob.
12
Leave Power Switch ON for 3 minutes to cool
down internal components after welding complet-
ed.
13
Switch the Power Switch to the OFF position.
POWER DOWN
the Power Source by switching the
machines Power Switch OFF then unplugging the
Input Power Cord from the wall socket or wall discon-
nect device. Use established Lockout/Tagout proce-
dures, refer to OSHA 29 CFR 1910.147, when discon-
necting the Welder’s Input Power Cord from the Input
Supply Voltage.







































































