
























TROUBLESHOOTING and MAINTENANCE
Operating Manual No: PWOM-215/250MP-001
Page 30
© 2018 Global Welding LLC
SECTION 6 – TROUBLESHOOTING and MAINTENANCE
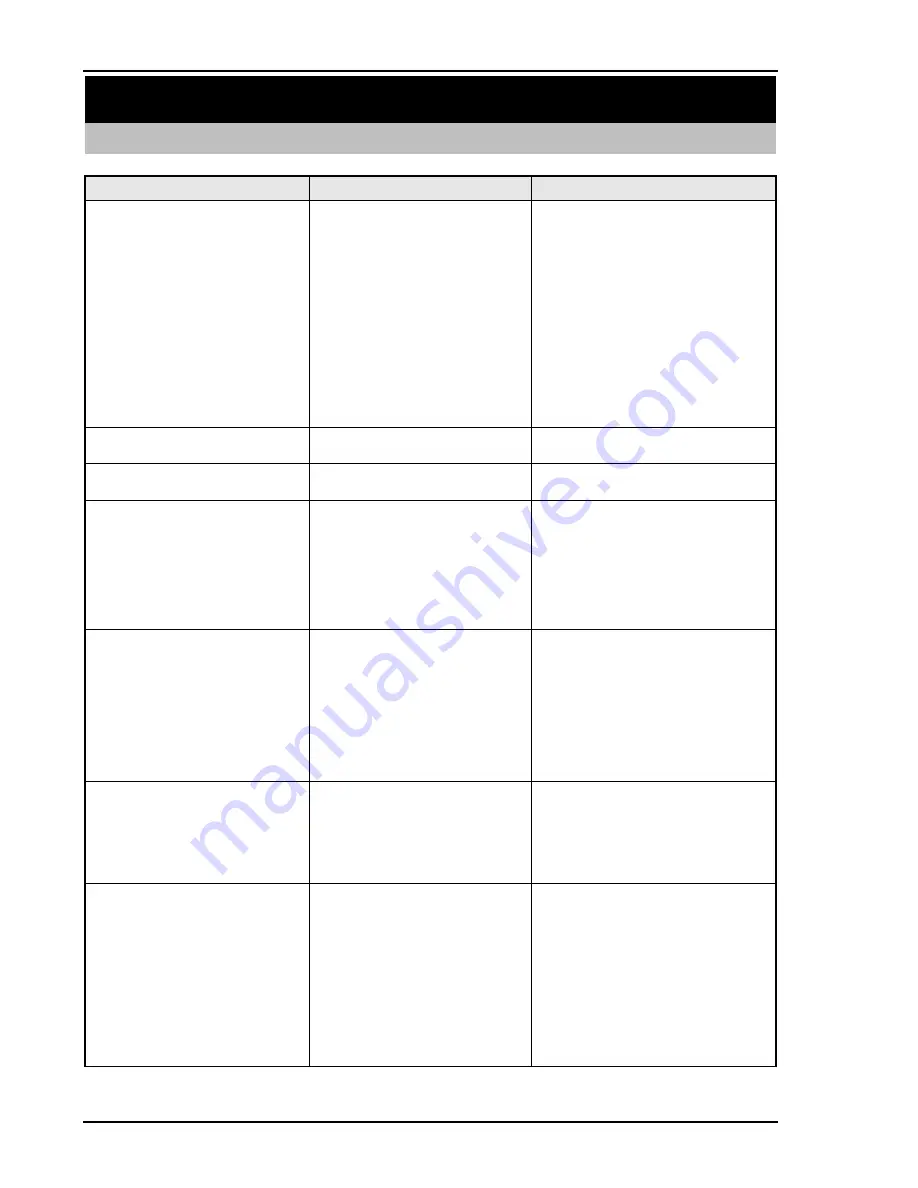
6.1
MIG/FCAW (GMAW) Welding Troubleshooting
NOTE
20:
Weld quality is dependent on the correct consumables, proper welding technique and equipment maintenance
Description
Possible Cause
Remedy
1.
Porosity: gas pockets or holes in weld
metal.
A
Surface impurities such as oil, grease,
paint, etc.
B
Insufficient shielding gas coverage.
C
Wrong shielding gas.
D
Dirty welding wire.
E
Welding wire extends too far out of noz-
zle.
F
Incorrect distance between the MIG Gun
nozzle and the work piece.
A
Clean joint before welding.
B
Check for shielding gas flow of 15-45 CFH.
Remove spatter from gun nozzle.
Check gas hoses for leaks.
Stop air drafts near welding arc.
C
Check that you have welding grade correct
shielding gas.
D
Use clean, dry welding wire. Eliminate pickup
of oil or lubricant on welding wire from liner.
E
Be sure welding wire extends not more than
13 mm beyond nozzle.
F
Distance between MIG Gun nozzle and the
work piece (Stick-Out length) to 3/8”-1/2”.
2.
Excessive Penetration: weld metal melt-
ing through base metal.
A
Amperage and/or Voltage too high.
B
MIG Gun travel speed is too slow.
A
Reduce Wirefeed Speed or lower Voltage.
B
Increase MIG Gun travel speed.
3.
Burn Through: weld metal burns through
base metal producing holes.
A
Amperage and/or Voltage too high.
B
MIG Gun travel speed is too slow.
A
Reduce Wirefeed Speed or lower Voltage.
B
Increase MIG Gun travel speed.
4.
Lack of Penetration: no melting between
weld metal and base metal.
A
Improper joint preparation or material
too thick.
B
Improper weld technique.
C
Insufficient heat input into weld puddle.
A
Joint design must allow access to the bottom
of joint with a welding wire stick-out length of
3/8”-1/2”.
B
Requires a MIG Gun angle of 0-15°
for maxi-
mum penetration. Keep arc on leading edge of
weld puddle.
C
Set higher Wirefeed Speed and/or higher
Voltage or reduce MIG Gun travel speed.
5.
Excessive Spatter: molten metal particles
solidify onto base metal.
A
Wirefeed Speed too high.
B
Voltage too high.
C
Welding wire Stick-Out too long.
D
Work piece dirty.
E
Insufficient shielding gas at welding arc.
F
Dirty welding wire.
A
Reduce Wirefeed Speed.
B
Reduce Voltage.
C
Reduce Stick-Out length to 3/8”-1/2”.
D
Remove all grease, oil, moisture, rust, paint,
undercoating or dirt from work surface before
welding.
E
Increase shielding flow to 15-45 CFH.
F
Use clean, dry welding wire. Eliminate pickup
of oil or lubricant on welding wire from liner.
6.
Wire feeds out of MIG Gun but no shield-
ing gas flows.
A
Gas cylinder empty.
B
Gas regulator closed.
C
Faulty solenoid or electronics.
D
Restriction in MIG Gun cable.
A
Change to a full gas cylinder.
B
Open gas regulator.
C
Have an approved Service Provider repair the
connection. Refer to SECTION 7 – PRO-TEC
WARRANTY POLICY.
D
Straighten out MIG Gun cable.
7.
Drive Roll rotates but welding weld does
not feed out of the MIG Gun.
A
Insufficient Drive Roll pressure.
B
Incorrect Drive Roll size.
C
Excessive wire spool brake tension.
D
Wrong Liner or blocked Liner.
E
Welding Wire bird nest in the wire feed
system.
F
Welding wire has fused (burnt back) onto
the contact tip.
A
Increase pressure on the Drive Roll by turning
Pressure Device clockwise.
B
Fit a suit size and type of Drive Roll that suits
the welding wire.
C
Reduce wire spool brake tension by turning
the Tension Screw counterclockwise.
D
Replace the Liner to suit the Welding Wire.
E
See No. 8 Welding Wire bird nest.
F
See No. 9 Burnt Back onto the contact tip.







































































