



















ARC 8 0 0
PRO
WEL D
source (standard set-up is straight polarity - Negative to con-
troller (or gun) and Positive (ground cable) to the work sur-
face).
6. Turn on the power supply and adjust the current and time
for the weld base diameter of the fastener to be welded.
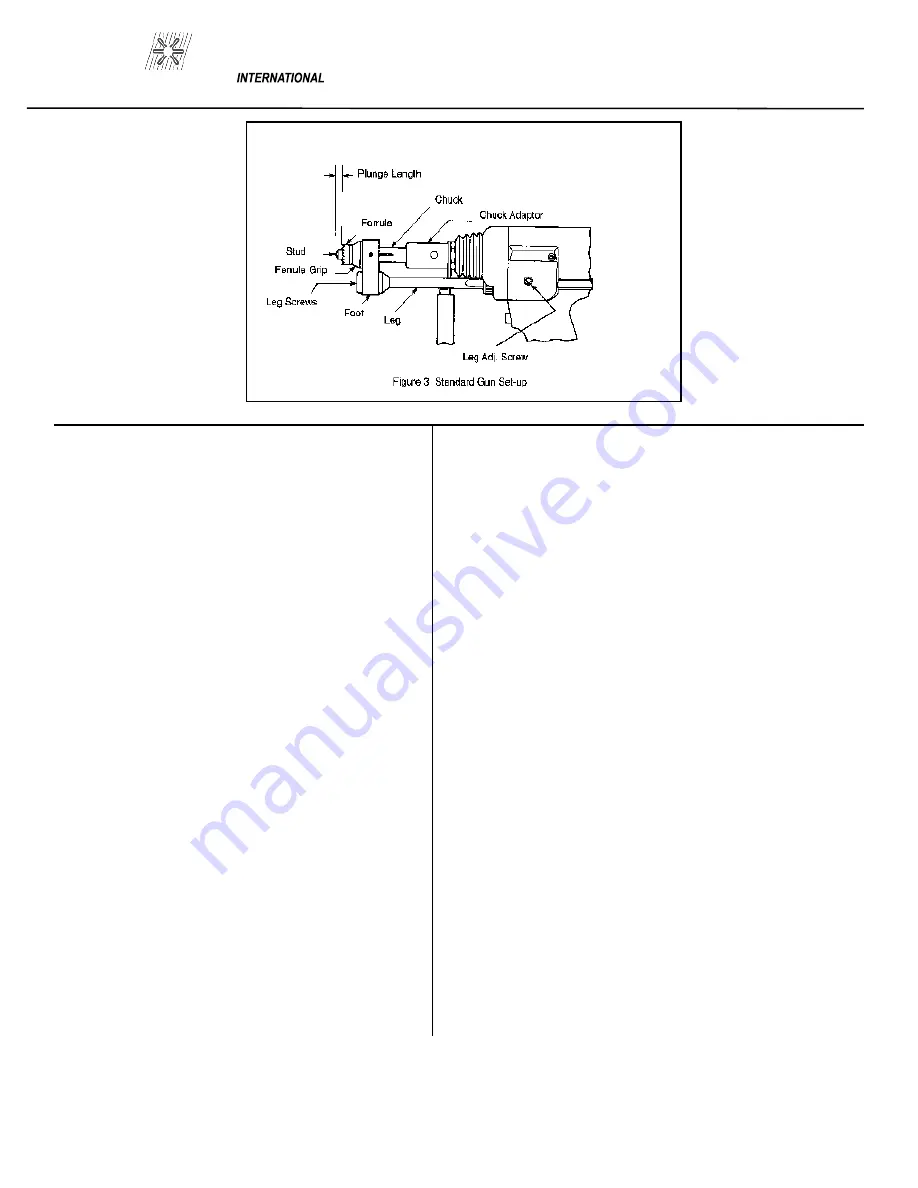
7. Place the gun, loaded with the stud and ferrule, squarely
against the grounded work surface. The main spring in the
gun will take up the “plunge length” and the ferrule will seat
against the base plate.
DO NOT MOVE THE GUN DURING THE WELD CY-
CLE
8. Pull the trigger holding the gun completely still as above.
The gun will lift the stud from the base plate and draw an
arc. The end of the stud and the adjacent material of the base
plate, will be melted by the weld arc.
The gun will then plunge the stud into the molten pool, extin-
guishing the arc, to end the controlled portion of the weld
cycle.
9. After the controlled weld cycle, allow the molten metal to
solidify briefly with the work surface to assure completion
of the cycle (about an extra second holding "still" after the
weld is usually sufficient).
10. Remove the gun from the work by lifting straight away
from the welded stud (this will assure better life to the gun's
expendable accessories). The ferrule may now be removed
by breaking it away from the welded stud to allow inspect-
tion of the weld results. After inspection of sample welds the
gun can be adjusted, as per the step in this procedure,
for optimum results.
8.2 Checking Gun Lift
To measure lift, turn the stud welding unit on and set the
timer to maximum time. (On certain units there may be a Lift
Check switch available, and in these cases this switch can be
used to check lift.) Trigger the gun in the air, or on a
non-grounded or insulated surface, to observe the lift cycle.
Measuring the distance the stud or gun mechanism
moves equals lift - usually this can be easily done by visual
observation or simple measurement against a static ref-
erence point (i.e. the ferrule properly seated in the ferrule
grip).
Recommended Lift Settings.
Stud Base Dia. Lift Setting
Less than 1/2” 1/16”
1/2” through 3/4” 3/32”
Greater than 3/4” 7/64”
When it does become necessary to adjust lift, you do so by
removing the rear cap from the gun. This will expose the
rear coil yoke assembly, the set screw and the lift adjusting
screw (Loosen the set screw to avoid damaging the threads
of the lift adjusting screw).
To increase lift: turn the lift adjusting screw out (counter
clockwise).
PAGE 4
Summary of Contents for ARC 800
Page 1: ...OPERATION MAINTENANCE MANUAL ...
Page 2: ......
Page 4: ...ARC 800 PRO WELD ...
Page 5: ...ARC 800 PRO WELD ...
Page 6: ...ARC 800 PRO WELD ...
Page 7: ...ARC 800 PRO WELD ...
Page 19: ......







































































