



























PM 11 90
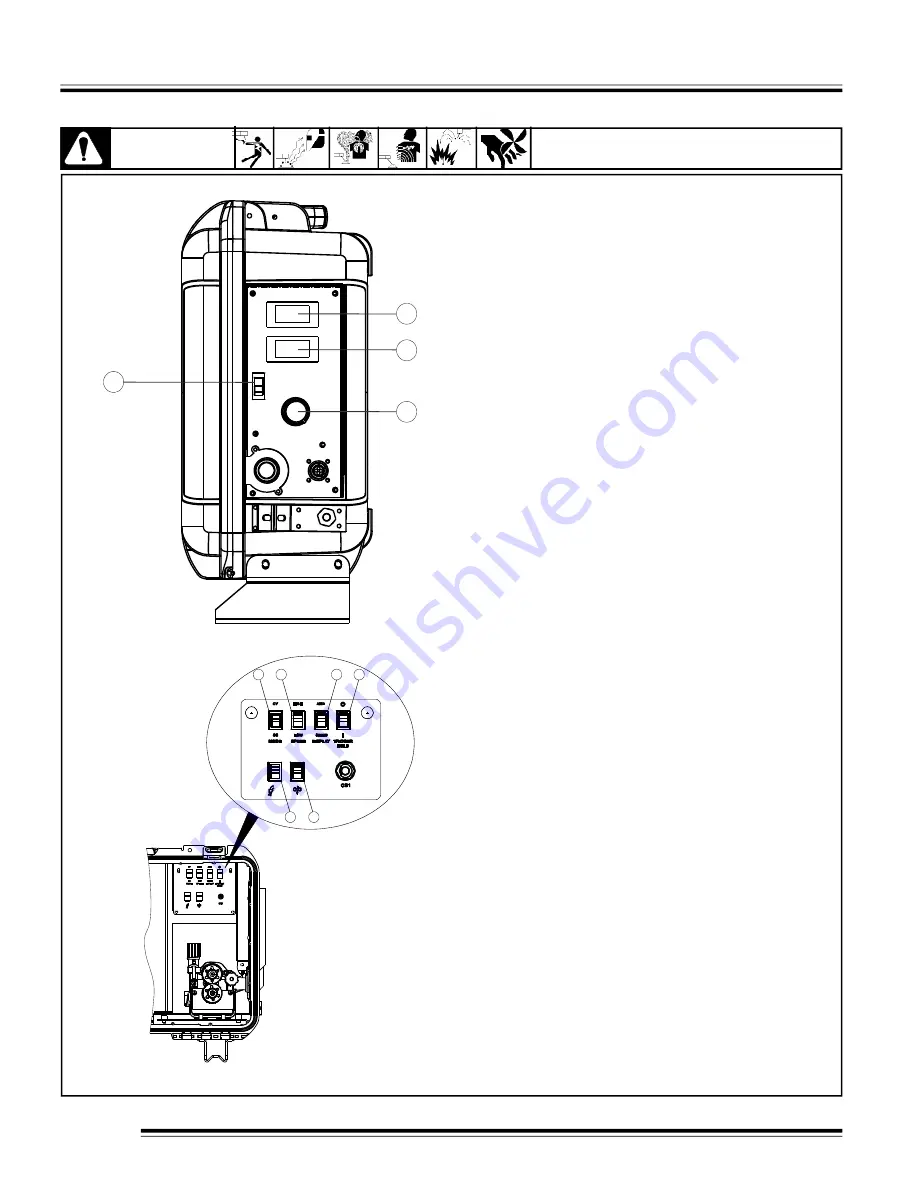
FIGURE 4-1 Controls With Meters
1 Power Control Switch
2 Wire Speed / Amperage Meter
Displays preset wire speed. While welding in CC mode,
actual wire speed is dependant on arc voltage.
Amperage displayed at the feeder is approximate.
Refer to power source for actual amperage.
3 Voltmeter
Displays actual arc voltage or open circuit voltage at the
feeder.
4 Wire Speed Control
Use control to adjust wire speed within the speed range
selected by the wire speed range switch, located on the
inner control panel. Maximum wire speed may be limited by
arc voltage.
5 CC/CV Switch
Use switch to match feeder with the output of the power
source.
While welding in CC mode, actual wire speed is dependent
on arc voltage.
While welding in CV mode, the wire feeder remains at
constant speed and the wire speed is not dependent on arc
voltage. Maximum wire speed may be limited by arc voltage.
6 HI/LO Speed Range Switch
Use switch to select speed range. High range is 100 to 800
Inches per Minute (2.5 to 20.3 Meters per Minute). Low range
is 25 to 200 Inches per Minute (0.6 to 5.1 Meters per Minute).
7 Display speed / inches per minute
Wire Speed / Amperage Meter will display only W ire Speed
in Inches per Minute.
Display amperage
Wire Speed / Amperage Meter will display Amps while
welding.
8 Trigger Hold Switch
Trigger hold allows operator to weld without holding gun
trigger.
To use trigger hold function, place trigger hold switch in the
I
position.
Press and hold the trigger. W elding will continue when
trigger is released.
To stop welding, press and release the trigger.
9 Jog Switch
Pressing the Jog switch allows the operator to jog wire
without energizing the contactor or gas valve.
10 Purge Switch
Pressing the Purge switch allows the operator to
purge gas lines before welding and to preset gas
flow rate at the flowmeter.
4.1 Controls With Meters
SECTION 4 OPERATION
8
1
2
3
4
9
10
5
6
7
8
CAUTION
SEE SAFETY BLOCKS at beginning of manual
bef ore proceeding.
Summary of Contents for PRO-1VS
Page 3: ...PM1190...
Page 7: ...PM1190...
Page 23: ...NOTES...
Page 25: ...NOTES...
Page 26: ...NOTES...
Page 27: ...Distributedby PROFAX 1603 North Main Street Pear Land Tx 77581 Phone 281 997 2671...
Page 28: ......
























































