
























12
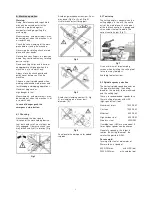
6.2 Einspannen des Drehmeißels
Die Schneidwinkel haben nur dann
die gewünschte Größe, wenn die
Schneide des Drehmeißels auf die
Achsmitte des Werkstückes
eingestellt wird.
Die richtige Höhe des Drehmeißels
wird durch Einstellen des
Drehmeißels auf die Höhe der
Körnerspitze unter Verwendung von
Unterlagblechen erreicht (Fig 7).
Fig 7
Spannen Sie den Drehmeißel mit
mindestens zwei Schrauben am
Vierfachstahlhalter fest.
Spannen Sie kurz. Vermeiden Sie
große Drehstahlauslagen.
6.3 Wahl der Spindeldrehzahl
Die richtige Spindeldrehzahl hängt
von der Art der Bearbeitung, dem
Werkstückmaterial sowie von
Werkzeugdurchmesser und -
material ab.
Die Drehzahlempfehlungen gelten
für einen Werkzeugdurchmesser
von 10mm und eine Zerspanung
mit einem Schnellarbeitsstahl
(HSS) Werkzeug.
Aluminium, Messing: 1500 U/min
Grauguss:
1000 U/min
Stahl (C15):
800 U/min
Stahl (C45):
600 U/min
Rostfreier Stahl:
300 U/min
Bei Verwendung von Hartmetall
(HM) Werkzeugen ist die ca.
5.fache Drehzahl zulässig.
Allgemein ausgedrückt, Im
Verhältnis je größer der
Drehdurchmesser, desto niedriger
die mögliche Drehzahl.
Zum Beispiel:
Stahl (C15) mit 20mm Durchm
esser erlaubt eine Drehzahl von
400 U/min
mit HSS W erkzeug
2000 U/min mit HM Werkzeug
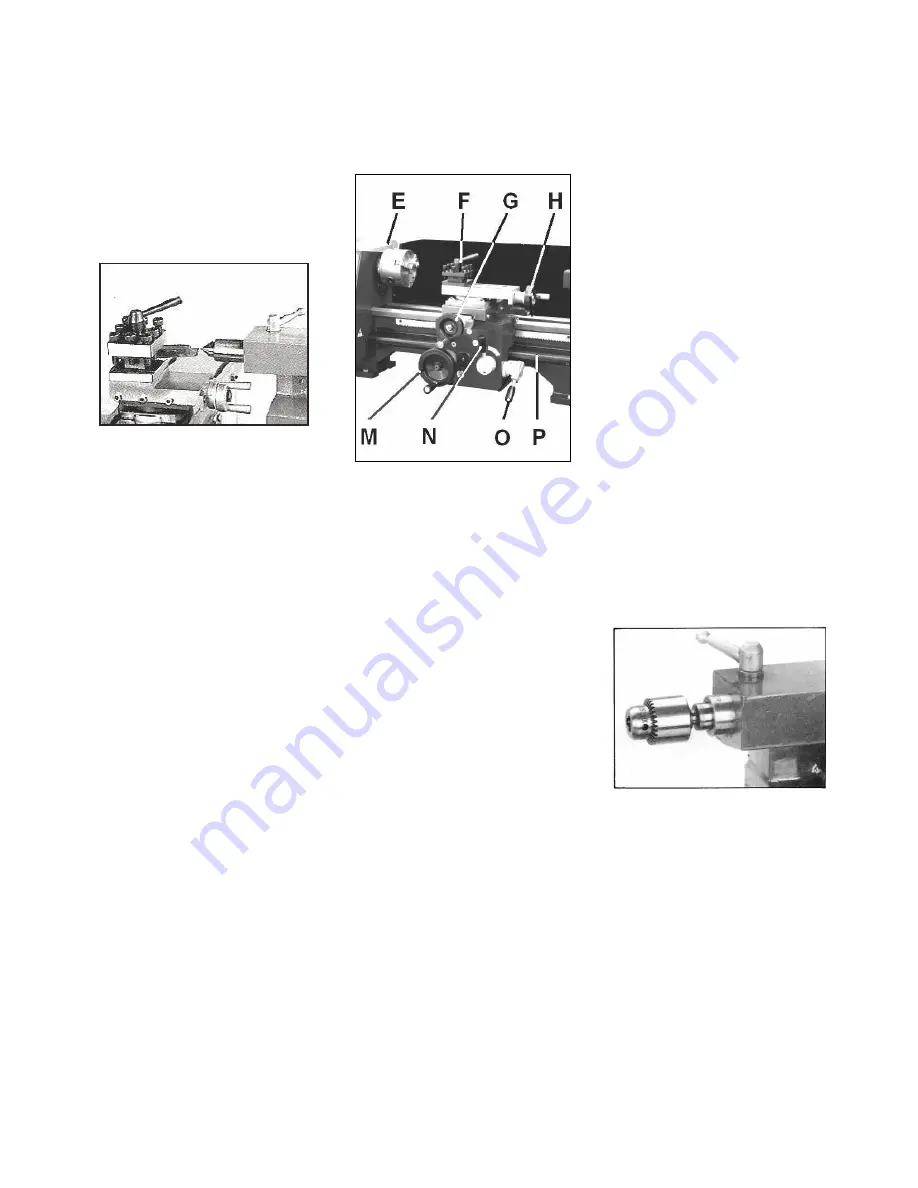
6.4 Drehen mit Handvorschub
Zum Längs- und Plandrehen können
Bettschlitten (M, Fig 8), Querschlitten
(G) und Oberschlitten (H) an den
Handrädern bewegt werden.
Fig 8
Der richtige Vorschub hängt vom
zu zerspanenden Material, der Art
der Zerspanung, dem
Schneidwerkzeug, der Stabilität der
Werkstück- Einspannung, der
Spantiefe und der gewünschten
Oberflächenqualität ab.
6.5 Automatischer Längsvorschub
Der automatische Längsvorschub
wird durch Anheben des Schalthebels
eingeschaltet (O, Abb. 8).
Durch Drücken des Schalthebels (O)
wird der automatische Quervorschub
eingeschaltet.
Beim Schruppen großer
Durchmesser die
Spantiefe reduzieren!
6.6 Gewindeschneiden
Gewinde werden in
mehreren Durchgängen mit
einem Gewindeformstahl
zerspant.
Die radiale Zustellung sollte jeweils ca.
0,2mm betragen, für die letzten
Schlichtschnitte weniger.
A) Schneiden metrischer
und zölliger Gewinde:
Stellen Sie die gewünschte Steigung
(siehe Kapitel 7.1) und Spantiefe für
den ersten Schnitt ein.
Schließen Sie die Schlossmutter
(N, Fig 8).
Die Schlossmutter bleibt während
der gesamten
Gewindeschneidoperation
geschlossen.
- Starten Sie die Maschine mit
der langsamsten Drehzahl.
- Bei Schnittende stoppen Sie
den Motor und bringen
gleichzeitig mittels
Querschlittenhub den
Gewindestahl außer Eingriff.
- Starten Sie den Motor in der
Gegendrehrichtung bis sich der
Drehstahl wieder in seiner
Ausgangslage befindet.
Wiederholen Sie diese Schritte
bis zur Fertigstellung des
Gewindes.
B) Schneiden metrischer
Steigungen 0,4/ 0,5/1,0/2,0 mm:
Hier kann nach jedem
Arbeitsgang die Schlossmutter
geöffnet und der Längsschlitten
mittels Handrad in die
Ausgangsstellung
zurückgebracht werden.
6.7 Bohren
Zur Aufnahme von Spiral- und
Zentrierbohrern
ist
ein
Selbstzentrierendes
Bohrfutter
mit
Einsteckzapfen MK 3 erforderlich.
Fig 10
Drehzahlempfehlungen entnehmen
Sie bitte dem Kapitel 6.3
Zum Auswerfen des Bohrfutters die
Reitstockpinole ganz zurückkurbeln.
Summary of Contents for 947VA
Page 26: ......



























































