




















4
6. Machine operation
Warning:
Setup, maintenance and repair work
may only be carried out after the
machine is protected against
accidental starting by pulling the
mains plug.
Measurements and adjustments may
be carried out when the machine is at
a standstill only.
Check the save clamping of the work
piece before starting the machine.
Never stop the rotating chuck or work
piece with your hands.
Never place your fingers in a position
where they could contact any rotating
parts or chips.
Remove cutting chips with the aid of
an appropriate chip hook when the
machine is at a standstill only.
Always close the chuck guard and
pulley cover before you start the
machine.
Choose a small spindle speed when
working unbalanced work pieces and
for threading and tapping operations.
Never cut magnesium-
high danger to fire!
Measurements and adjustments may
be carried out when the machine is at
a standstill only.
In case of danger push the
emergency stop button.
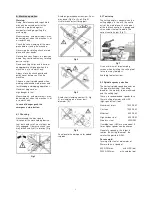
6.1 Chucking
Never exceed the max speed
limitation of the work holding device.
Jaw teeth and scroll must always be
fully engaged. Otherwise chuck jaws
may break and fly off in rotation (Fig
3).
Fig 3
Avoid long workpiece extensions. Parts
may bend (Fig 4) or fly off (Fig 5).
Use tailstock or rest to support.
Fig 4
Fig 5
Avoid short clamping contact (A, Fig
6) or clamping on a minor part
diameter (B).
Fig 6
Face locate the workpiece for added
support.
6.2 Tool setup
The cutting angle is correct when the
cutting edge is in line with the centre
axis of the work piece. Use the point
of the tailstock centre as a gauge and
shims under the tool to obtain the
correct centre height (Fig 7).
Fig 7
Use a minimum of two clamping
screws when installing the cutting tool
to the four way tool post.
Avoid big tool extensions.
6.3 Spindle speeds selection
The correct spindle speed depends on
the type of machining, the cutting
diameter, the material to be machined
and the cutting tool.
These are recommended speeds for a
10mm cutting diameter with HSS
(high speed steel) tool:
Aluminium, brass 1500 RPM
Cast iron 1000 RPM
Mild steel 800 RPM
High carbon steel 600 RPM
Stainless steel 300 RPM
If carbide tools (HM) are used about 5
times higher speeds can be chosen.
Generally speaking, the larger in
relation the cutting diameter, the
smaller the possible RPM.
For example:
Turning mild steel at a diameter of
20mm allows a speed of
400 RPM max.
with HSS tool
2000 RPM max.
with carbide tool
Summary of Contents for 947VA
Page 26: ......







































































