





















- 101 -
ки, а также заготовки, имеющие неправильную форму попереч-
ного сечения. Закрепление можно производить по центру или
эксцентрично. В отличие от трехкулачкового патрона, в данном
случае центрирование заготовки должно выполняться вручную.
1. Демонтируйте трехкулачковый патрон и смонтируйте четы-
рехкулачковый патрон.
2. Раскройте четыре кулачка, очистите опорные поверхности и
слегка, на глаз, зажмите заготовку.
3. Подведите суппорт с токарным резцом к торцевой поверхно-
сти заготовки.
4. Поверните патрон рукой, чтобы выявить отклонения от сим-
метрии.
5. Для выполнения точной регулировки раскройте один кула-
чок и подрегулируйте противоположный кулачок.
6. Затяните все четыре кулачка равномерно крест-накрест.
Внимание!
При нормальном положении зажимных кулачков можно закреп-
лять только заготовки с длиной кромки не более 55 мм. В пере-
вернутом положении – с длиной кромки не более 100 мм.
Надежное закрепление более крупных заготовок невозможно.
Опасность несчастного случая!
4-кулачковый патрон (с закреплением по центру)
Кулачки без возможности раздельного перемещения (с автома-
тическим центрированием). Патрон 100 мм. Макс. диапазон
зажима 83 мм. Надежное закрепление более крупных загото-
вок невозможно. Опасность несчастного случая.
Приспособление с цанговым зажимом и цанговые
зажимы
Указание:
Приспособление с цанговым зажимом особенно удобно для
высокоточной обработки круглых деталей. При этом плавность
вращения значительно выше, чем при обработке с кулачковым
патроном.
1. Выверните три крепежных винта трехкулачкового патрона и
снимите патрон.
2. Очистить посадочную поверхность базирующего приспособ-
ления для цангового зажима
2
(рис. 22) и посадочную
поверхность главного шпинделя
1
.
3. Смонтируйте базирующее приспособление для цангового
зажима
2
при помощи четырех крепежных винтов
3
.
Внимание!
Всегда используйте только цанговый зажим, который
точно подходит к заготовке. Цанговые зажимы слишком
большого диаметра разрушаются.
4. Вставьте цанговый зажим
6
и лишь слегка наверните накид-
ную гайку
5
.
Внимание!
Никогда не затягивайте накидную гайку, если заготовка не
вставлена. После затяжки сразу удалите штифты 4 для
затяжки накидной гайки 5.
5. Вставьте в цанговый зажим подходящую заготовку и затяни-
те накидную гайку
5
при помощи стальных штифтов
4
.
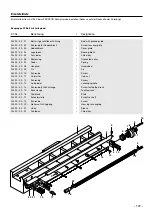
Неподвижный люнет
Люнет особенно удобен для вытачивания длинных заготовок
диаметром до 50 мм.
1. Выверните крепежный винт
4
(рис. 23) и установите крепеж-
ную плиту
3
поперек.
2. Установите люнет на направляющую станины и переместите
в требуемое положение.
3. Наклоните крепежную плиту
3
параллельно основанию
люнета и затяните крепежный винт
4
.
4. Отпустите все зажимные винты
1
и подведите отдельные
установочные кулачки
2
к заготовке.
Внимание!
Кулачки 2 должны лишь касаться заготовки, но не зажи-
мать ее. Иначе возникает опасность, что на поверхности
заготовки появятся царапины, а двигатель будет
перегружен.
Если в месте опоры заготовка не круглая и не гладкая, ее
необходимо предварительно обточить. Во время обтачивания
необходимо непрерывно смазывать кулачки и заготовку.
5. Проверьте, что заготовка установлена в люнет без зазора и
снова затяните зажимные винты
1
.
Совместно вращающийся люнет
Монтаж выполняется аналогично неподвижному люнету, но в
данном случае люнет закрепляется на суппорте (рис. 24).
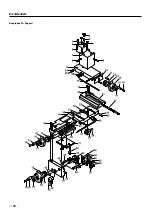
Планшайба с прихватами
Монтируется взамен токарного патрона. Идеально подходит
для закрепления более крупных заготовок ассиметричной
формы.
Ø
150 мм. 2 сквозных Т-образных паза, вкл. прихваты
Декларация о соответствии требованиям ЕС
Наименование и адрес изготовителя:
PROXXON S.A., 6-10, Härebierg, L-6868 Wecker
Наименование изделия:
PD 400
Артикул №:
24400
Настоящим мы со всей ответственностью заявляем, что дан-
ное изделие соответствует требованиям следующих директив
и нормативных документов:
Директива ЕС об электромагнитной совместимости,
2004/108/EG
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Директива ЕС по машинному оборудованию 2006/42/EG
DIN EN 61029-1 / 01.2010
Дата: 19.04.2012
Дипл. инж. Йорг Вагнер
PROXXON S.A.
Должность: Отдел исследования и разработки
Лицом, уполномоченным согласно Документации ЕС, является
лицо, подписавшее документ
Summary of Contents for PD 400
Page 1: ...D GB F I E NL DK S CZ TR PL RUSS Manual PD 400...
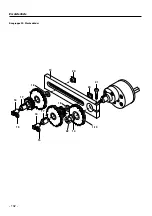
Page 102: ...102 19 14 22 16 15 17 18 18 20 21 1 13 16 15 17 20 Ersatzteilliste Baugruppe 00 Wechselr der...
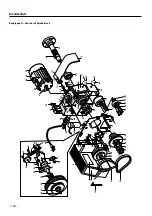
Page 108: ...108 Ersatzteilliste Baugruppe 03 Support...
Page 111: ...111 Notizen...
Page 112: ...Art Nr 24 400 99 PR 704712701 5 J...



























































