










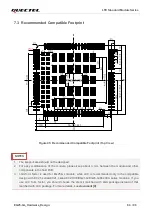

















LTE Standard Module Series
EG25-GL_Hardware_Design 87 / 96
1. To avoid blistering, layer separation and other soldering issues, extended exposure of the module to
the air is forbidden.
2. Take out the module from the package and put it on high-temperature-resistant fixtures before baking.
If shorter baking time is desired, see
IPC/JEDEC J-STD-033
for the baking procedure.
3. Pay attention to ESD protection, such as wearing anti-static gloves, when touching the modules.
8.2 Manufacturing and Soldering
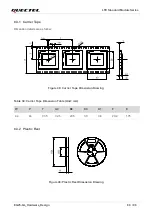
Push the squeegee to apply the solder paste on the surface of stencil, thus making the paste fill the
stencil openings and then penetrate to the PCB. Apply proper force on the squeegee to produce a clean
stencil surface on a single pass. To guarantee module soldering quality, the thickness of stencil for the
module is recommended to be 0.13
–0.15 mm. For more details, see
document [8]
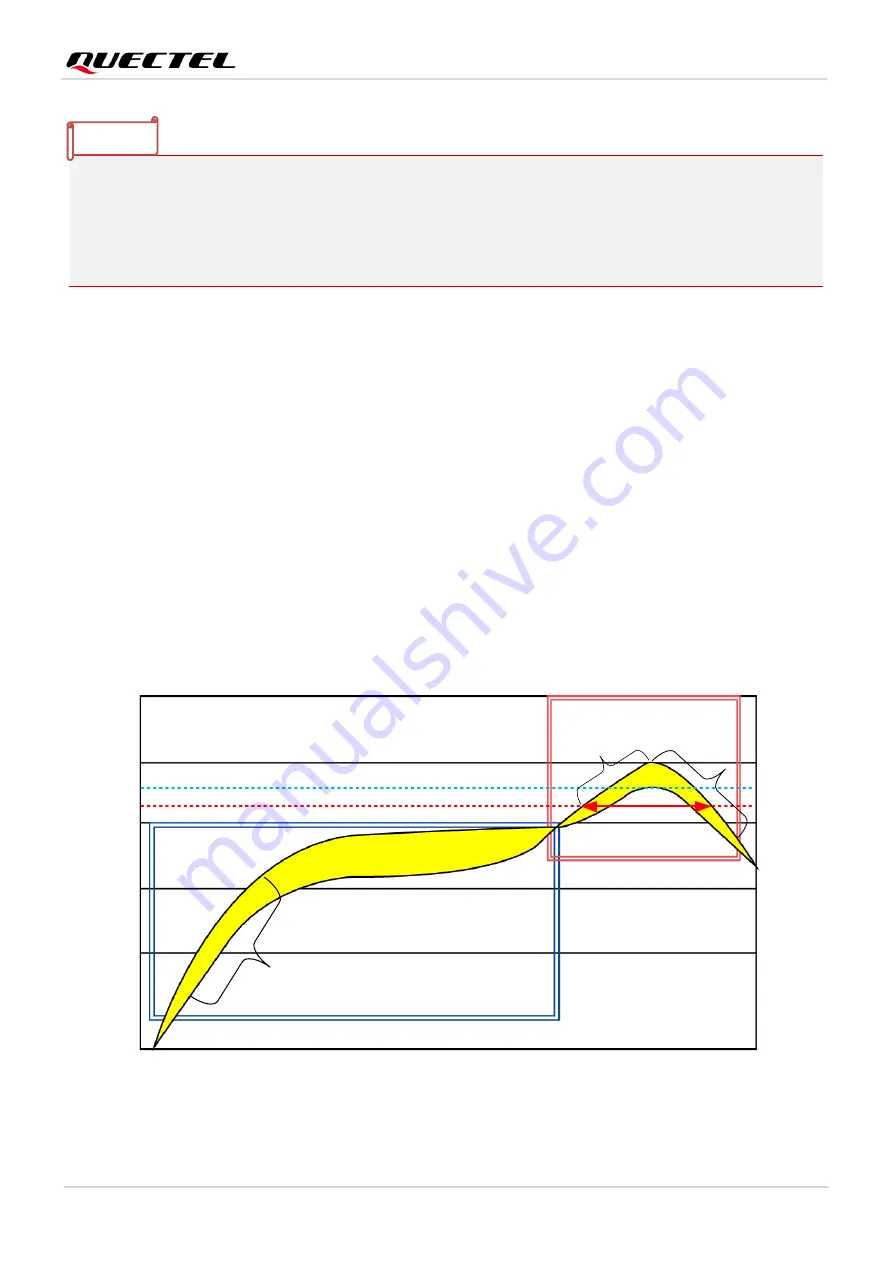
The peak reflow temperature should be 235
–246 ºC, with 246 ºC as the absolute maximum reflow
temperature. To avoid damage to the module caused by repeated heating, it is strongly recommended
that the module should be mounted only after reflow soldering for the other side of PCB has been
completed. The recommended reflow soldering thermal profile (lead-free reflow soldering) and related
parameters are shown below.
Temp. (
°C
)
Reflow Zone
Soak Zone
246
200
217
235
C
D
B
A
150
100
Max slope: 1
–
3
°C
/s
Cooling down slope:
-1.5 to -3
°C
/s
Max slope:
1
–
3
°C
/s
Figure 47: Recommended Reflow Soldering Thermal Profile
NOTE



























































