























15
20. MMA settings
Arc force %: Set this to how much arc force % you require 1-100%
Hot start time: Set this to how much hot start time you require 0.1 - 1.5 Seconds
Hot start amps: Set this to how many hot start amps you require 1 - 100 Amps
21. Selector knob
When turned this will adjust main amperage as shown in display, it will also change
parameters when LED has been selected by using select function buttons. Once you have
adjusted parameter press knob in to save.
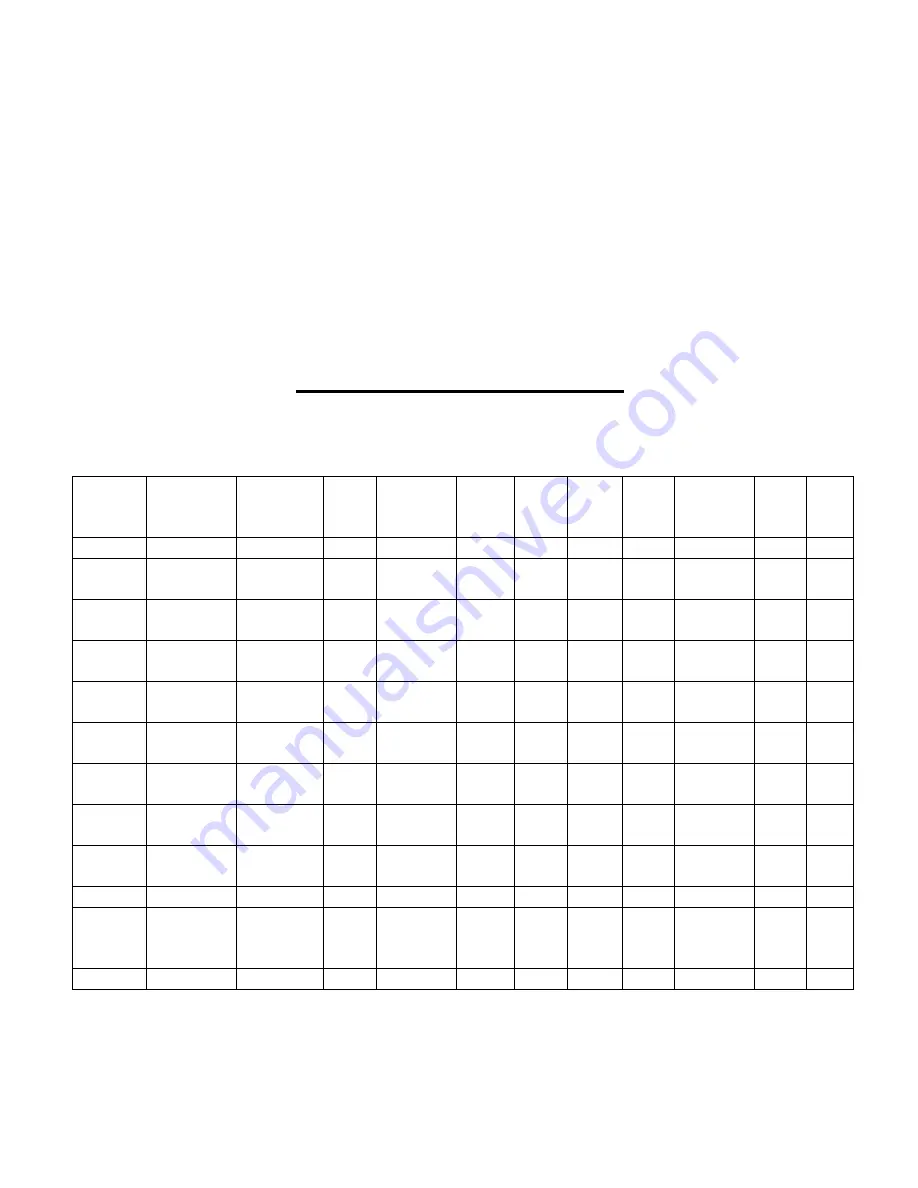
Pre-Programmed Memory Stores
The 9 memory channels have been pre-programmed with settings below.
Memory
No.
Mode
Pre flow
gas
(seconds)
Start
amps
Slope up
(seconds)
Amps
(peak)
Base
amps
%
Pulse
width
%
Pulse
Freq
Hz
Down
slope
(seconds)
End
amps
Post
flow
gas
1
TIG 2T -
No pulse
0.2
15
0
50
0
5
6
2
TIG 4T -
No pulse
0.2
15
0
60
0
5
6
3
TIG 2T -
No pulse
0.2
15
0.5
70
1
5
6
4
TIG 4T -
No pulse
0.2
15
1
80
2
5
6
5
TIG 2T -
Slow pulse
0.2
15
0
90
35
50
1
0
5
6
6
TIG 2T -
Fast pulse
0.2
15
0
100
35
50
75
0
5
6
7
TIG 4T -
Slow pulse
0.2
15
0
110
35
50
1
0
5
6
8
TIG 4T -
Fast pulse
0.2
15
0
120
35
50
75
0
5
6
Arc Force
%
Hot
start
time
Hot start
amps %
9
MMA Stick
40
0.5
40







































































