


























V1.1
Shanghai Empower Technologies Co., Ltd. © Copy Right
www.empower.cn
BM114 SERIES 6KW Laser Cutting Head User Manual
12 | 11
1. Verify the servo parameters (the number of pulses per turn, the number of pulses per turn)
2. Inch F axis, check whether the action is normal (from the pitch and direction), 0 scale upward movement
of F+.
3. Slow moving the F axis so that it meets the positive and negative limit, check the signal, the direction is
right (positive and negative limit wiring has pipe sleeve mark)
4. Axis parameter (default parameter, shown in Figure 4.4)
AheadTechs drive bus pulse 10000 pulse / loop
Zoom speed is recommended to set the value to 50-100mm/s
5. F axis zero return, zero focus coke (zero focus position and zero position coincides with the same point)
steps:
1)
The parameter point position is set to 0.
2)
F axis zero return with barrel moving downward and touches lower limit scale at bout -13 (note:
Upper limit at about +10)
3)
View the position on the cutting head. For example, -10.
4)
Reset the parameter point position to -10.
5)
Return to zero again.
6)
Laser dotting confirms whether coke is zero.
7)
By manually move the F tuning, find focus position. Record the coordinates at this time. For
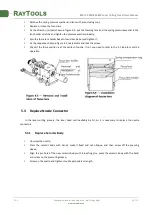
Figure 4.3 — CNC Interface







































































