

























V1.1
Shanghai Empower Technologies Co., Ltd. © Copy Right
www.empower.cn
BM114 SERIES 6KW Laser Cutting Head User Manual
13 | 11
example, -1.
8)
Change the parameter point position to -9.
9)
Again back to zero, this zero zero position and focal position overlap, change focus finish.
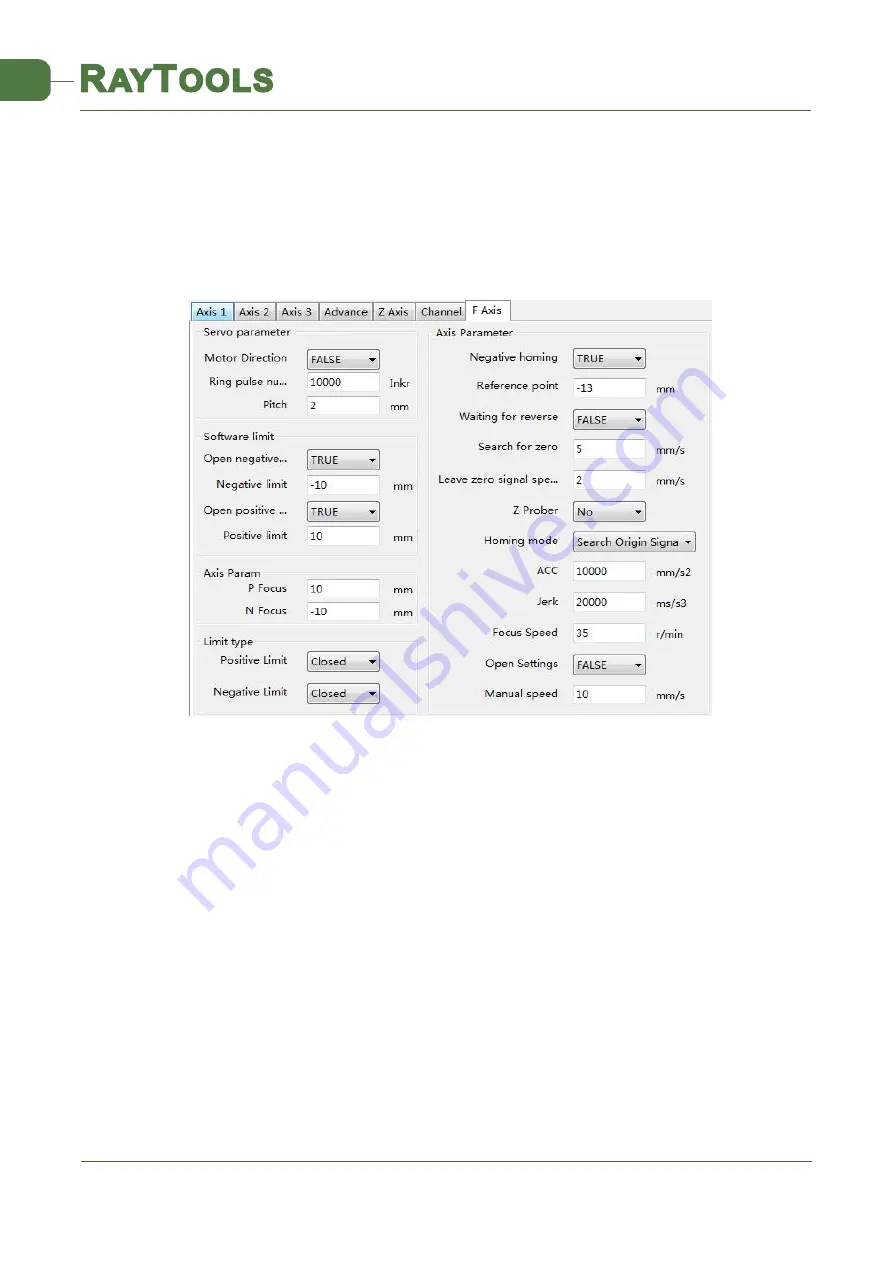
After the zero return, the F axis is moved up and down, so that it touches the limit, records the machine tool
coordinates, and enter coordinates of the upper and lower limits into the positive focus and negative focus of the
F axis.
7.Setting the corresponding soft limit parameter
Note: negative return to zero must be true, reverse wait sync pulse, acceleration, acceleration factor, speed
of change need not be modified, according to the default mode!
3.1.4
Cutting Parameter Setting
When cutting different plates, in the process parameters, fill in different cutting, perforation, focus position
and other parameters (for example, carbon steel, cutting the focus of 1.5, the focus of the perforation is 2, and
other parameters, such as Figure 4.5)
Fig 4.4-Axis parameter interface







































































