























V1.1
Shanghai Empower Technologies Co., Ltd. © Copy Right
www.empower.cn
BM114 SERIES 6KW Laser Cutting Head User Manual
18 | 11
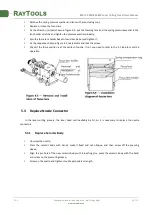
Note:
1. Click +, the barrel move upward, click - when it touches negative limit. The barrel move downward and
arrive negative limit.
2. The direction of origin is negative, and take lower limit as a sampling signal.
3. Pitch 2mm, 10000 pulses one turn.
4. Positioning speed recommended setting 50-100mm/s.
4 Beam Adjustments and Focusing
4.1 Beam Adjustments (QBH interface)
Cutting quality in a great extent depend on whether the lens is in the middle. If the lens is not in the middle,
the laser beam may contact with nozzle or inner wall to produce high temperature deformation. Lens centering
operation should be considered when nozzle is replaced or the cutting quality is decreased.
Lens centering of laser cutting head can be finished by adjusting Collimating mirror, X-Y direction. The
adjusting screw is located on the top of the cutting head as shown in Figure 5.1. By using inner hexagon spanner
can loosen or screw the adjusting screw until the beam is located in the middle of nozzle. Make sure the laser
beam output from the center of nozzle. A method commonly used tape dotting method:
Pick a scotch tape, flatten it, and attach it to the center of nozzle which directly below the hole end face;
Open the inner guiding red light of the laser. Find and observe the position of nozzle center that the red light
in the scotch tape relative to;
Next open and adjust laser generator at the range of 80W-100W and dot manually.
Tear off the tape and check the hole in the center of the nozzle;
Repeat the above steps to find the optimum relative nozzle center position of the beam;
This adjustment requires a series of adjustments, which is the basic operation of general laser tuning.







































































