























Torch Model
Description
Part Number
13FT
17V Tig Torch Package c/w 6FT Gas Hose
17V-13FTCP25
17V-13FTCP50
Spare Parts
Part Number
Description
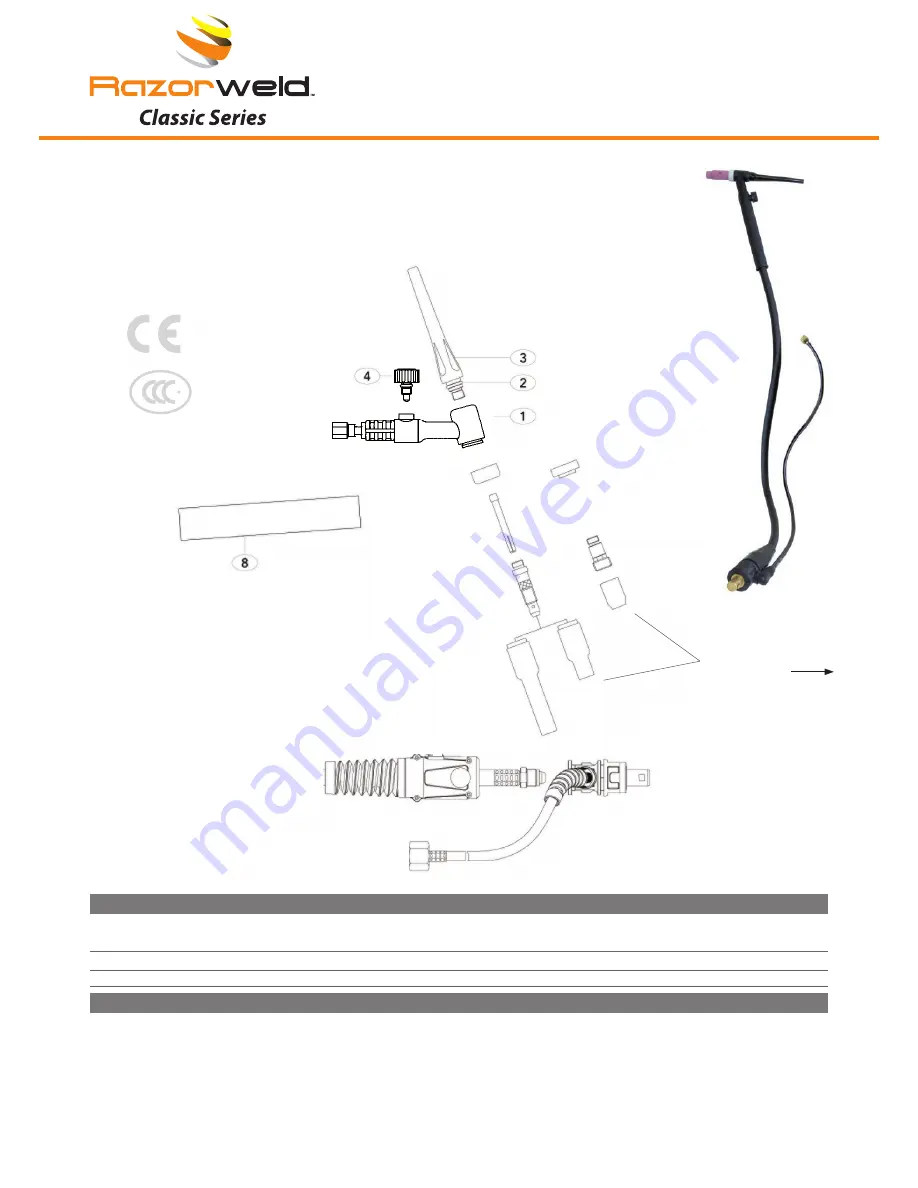
1
WP17
Torch head
1a
WP17V
Torch head c/w valve
1b
WP17F
Torch head flexible
1c
HWP17
Torch handle
1d
WP17VF
Torch Head Flexi c/w valve
4
VS2
Torch Body Gas valve
3
57Y02
Back cap long
3a
57Y03
Medium back cap
3b
57Y04
Short back cap
8
HWP17
Torch Handle
150A AIR COOLED TIG WELDING TORCH
Rating: 150Amp DC, 105Amp AC @35% duty cycle.
For use with non gas solenoid machines
17V TIG TORCH
©All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted by any means,
electronic, mechanical, photocopying or otherwise without the prior permission of ©Uniarc® the copyright holder.
Standard
series
Stubby
Gas
Lens
series
Front end parts identification
on opposite page
©All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted by any means,
electronic, mechanical, photocopying or otherwise without the prior permission of ©Uniarc® the copyright holder.







































































