
























English
EN
5.4. Overheating protection
The welding power source has a thermal overload trip
which operates if the temperature becomes too high,
interrupting the welding current and lighting a yellow
indicating lamp on the front of the power source.
The thermal overload trip resets automatically when
temperature has fallen.
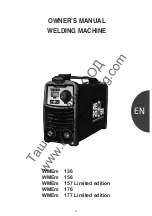
5.5. MMA Welding
All welding parameter controls are placed on the
welding power source front panel.
Plug the power cord into a 230 V single phase mains
socketm macking sure that is earthed.
• Ref.1 Switch - on for the invertor ignition / “ON”
LED indicator.
• Ref. 2 LED indicating inverter blockage due to
overheating.
• Ref. 3 MMA / Lift Arc switcher for choosing the
mode of operating
Electrodes 1,60 mm (1/16”): minimum current 30A
maximum current 50A.
Electrodes 2,00 mm (5/64”): minimum current 40A
maximum current 70A.
Electrodes 2,50 mm (3/32”): minimum current 70A
maximum current 110A.
Electrodes 3,25 mm (1/8”): minimum current 110A
maximum current 140A.
Electrodes 4,00 mm (5/32”): minimum current 140A
maximum current 180A.
• Ref. 4 Ref. 5 Connect positive (+) and negative
(-) connectors to the earth cable and electrode
holder. Rutile electrodes need the electrode holder
be connected to negative pole (-) while basic
electrodes need the electrode holder connected
to positive pole (+). In any case, for each type
of electrode consult the instructions printed on
electrode box.
s
5.5.1. MMA welding current settings
WMEm 1
36
welding power source has an adjustable
welding current from 20 to 120 Amps.
WMEm 156
and
WMEm 157 Limited edition
welding
power source has an adjustable welding current from
20 to 140 Amps.
WMEm 176
and
WMEm177 Limited edition
welding
power source has an adjustable welding current from
20 to 160 Amps.
5.5.2. Striking the arc
Arc welding with coated electrodes is fusion procedure
that uses an electric arc as a source of heat. This is
formed between the extremities of coated electrode an
d a base material.
The heat developed by the arc melts the base material,
the rod and part of the coating. The remaining part of it
burns into smoke, creating an atmosphere that protects
the welding bead from the oxidizing action of the air.
The part of the coating that enters the welding bath
separates from the metal, moving to welding bath
where it forms the slag which contributes in protecting
against air.
The procedure can be done in all welding positions.
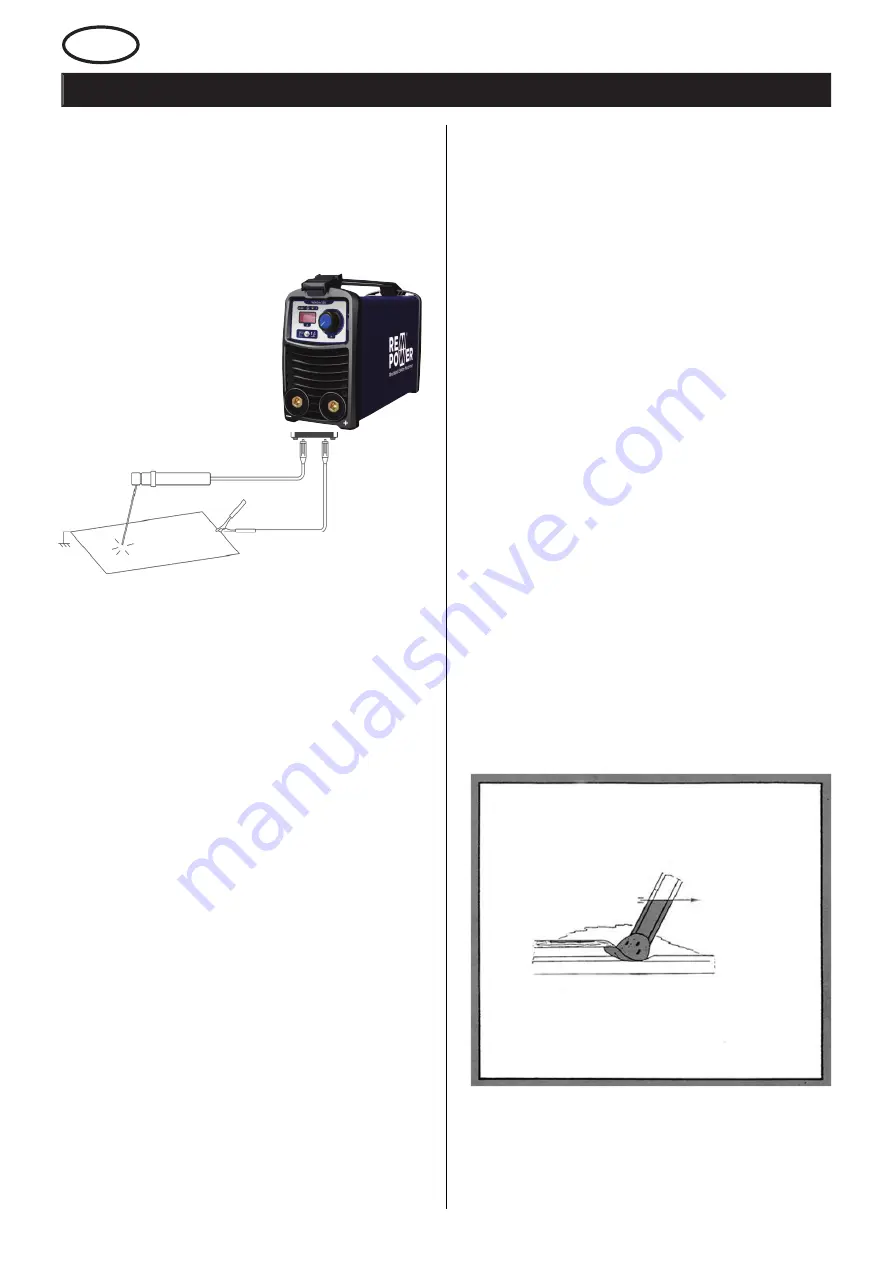
5.5.3. Manipulation of electrode
In MMA welding, there are three motions to being
matched in the end of electrode: the electrode moving
to the molten pool along axes; a small oscillation mayb
e necessary to achieve the desired width of the melt
pool; the electrode moving along welding way.
The operator can choose the manipulation of electrode
based on welding joint sharp, welding position,
electrode specification, welding current and operation
kill, etc.
CORE
COATING
SLAG
PENETRATION
WELDING DIRECTION
DEPOSIT LIFT BY THE WELD WELDING BEAD
BASE MATERIAL
11
Та
ше
в
-
Га
лв
ин
г
ОО
Д
www.tashev-galving.com
Summary of Contents for WMEm 136
Page 3: ...w w w t a s h e v g a l v i n g c o m...
Page 14: ...14 w w w t a s h e v g a l v i n g c o m...
Page 24: ...24 w w w t a s h e v g a l v i n g c o m...
Page 34: ...34 w w w t a s h e v g a l v i n g c o m...
Page 44: ...44 w w w t a s h e v g a l v i n g c o m...
Page 46: ...1 1 2 3 4 1 1 2002 96 EC 1 2 46 w w w t a s h e v g a l v i n g c o m...
Page 47: ...1 3 47 w w w t a s h e v g a l v i n g c o m...
Page 54: ...1 1 2 3 4 1 1 BG 2002 96 EC 1 2 54 w w w t a s h e v g a l v i n g c o m...
Page 55: ...1 2 BG 55 w w w t a s h e v g a l v i n g c o m...
Page 61: ...6 2 7 MCB 8 Elektro Maschinen Elektro Maschinen 9 BG 61 w w w t a s h e v g a l v i n g c o m...
Page 64: ...w w w t a s h e v g a l v i n g c o m...
Page 69: ...w w w t a s h e v g a l v i n g c o m...







































































