




























4.
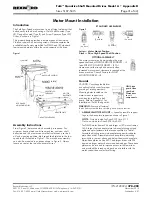
INTERMEDIATE SHAFT ASSEMBLY —
Ref. #2A Assembly
- Type J09, J14 and J25 - Figure 22. Prepare bearings per
Steps 1b and c on Page 18.
a.
ALL SIZES —
Heat gear Ref. #1A4 to 325° (163°C) in
an oven. Insert key, Ref. #2A4, in shaft keyway.
Assemble gear onto shaft, with the chamfer toward
pinion, using a press to ensure a tight fit. Allow gear to
cool before proceeding.
b. Assemble spacer, Ref. #2A6, onto intermediate shaft
(except Sizes 5307 and 5315). Seat bearings or cones,
Ref. #2A1 & 2A2, on shaft. Seat all components firmly
so spacers do not rotate on shaft.
CAUTION:
Allow assembly to cool. Apply a coat of oil to
the cooled bearings to lubricate and avoid scoring of the
working surfaces.
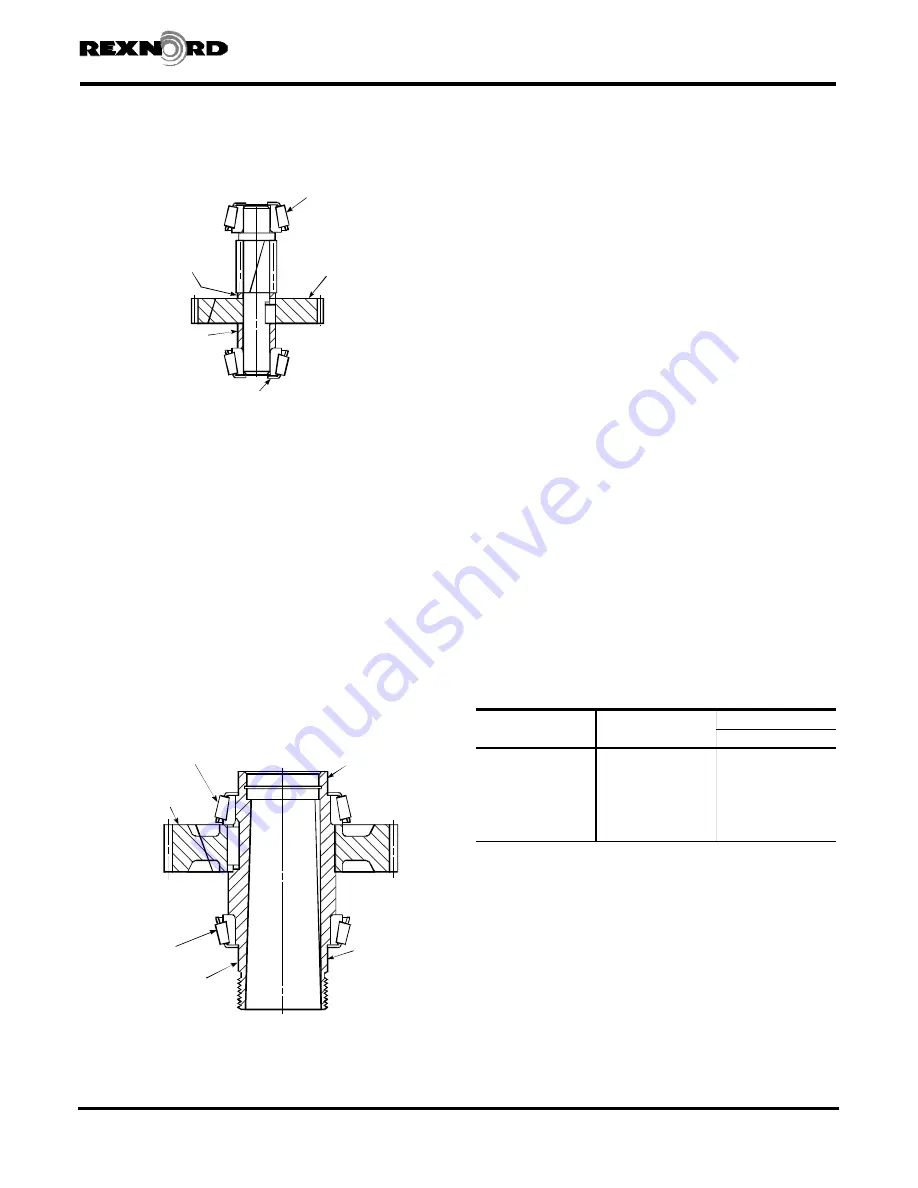
5.
LOW SPEED SHAFT ASSEMBLY —
Ref. #4A Assembly -
ALL TYPES - Figure 23. Prepare bearing cones per Steps 1b
and c.
a. Heat gear, Ref. #4A4, to 325°F (163°C) in an oven.
Insert gear key, Ref. #4A5, into hollow shaft keyway.
Assemble the gear with the chamfer toward the shoulder
on the shaft using a press to ensure a tight fit.
WARNING:
Exercise care so that the gear keyway does
not contact the shaft seal diameter(s) as scoring could
occur.
b. Seat bearing cones, Ref. #4A1 & 4A2, firmly against
gear and shoulder.
CAUTION:
Allow assembly to cool before proceeding.
Apply oil to the cooled bearing rollers and gear teeth to
lubricate and avoid scoring of the working surfaces.
6.
BEARING ADJUSTMENT
a.
SIZES 5107 THRU 5315 —
Bearing adjustment is
made by adjusting thickness of metal shims, Ref. #24,
behind bearing cups in input housing, Ref. #10.
NOTE: The thickest shim should be located adjacent to
the bearing cup. The thinnest shims should be located in
the center of the shim pack.
(1) Support input housing, such that when high speed
shaft assembly, Ref. #1A or 3A, is lowered into place
there is clearance for shaft extension end. Install
bearing cups in input housing without any metal
shims. Tap dowel pins into input housing with solid
pin nearest high speed shaft bore.
(2) Lower low speed shaft assembly, Ref. #4A, into input
housing, Ref. #10, with threaded end facing up.
(DO NOT install Ref. #1A [or 3A] or 2A shaft
assemblies at this time.)
(3) Assemble output housing, Ref. #11, to input housing.
Install housing flange fasteners, Ref. #25, with heads
of cap screws against input housing. Cross tighten
fasteners to torque specified in Table 14.
(4) Measure low speed shaft axial float with a dial
indicator, in accordance with method described on the
following page..
Rexnord Industries, LLC 3001 W. Canal St., Zip 53208-4200, Milwaukee, WI USA
(PN-2128394)
378-200
Telephone: 414-342-3131 Fax: 414-937-4359
November 2010
e-mail: info@rexnord.com web: www.rexnord.com
Supersedes 6-07
Falk™ Quadrive Shaft Mounted Drives Model A
•
Owners Manual
Sizes 5107-5315
(Page 19 of 44)
1A4
GEAR
2A1 BEARING
2A5 SPACER
2A6 SPACER
2A2 BEARING
Figure 22
4A2 BEARING
4A3 HOLLOW SHAFT
4A4 GEAR
4A1 BEARING
SHAFT SEAL
DIAMETER
SHAFT SEAL
DIAMETER
Figure 23
TABLE 14 — Housing Flange Fastener Size &
Tightening Torque ±5%
(Non-Lubricated Fasteners)
DRIVE SIZE
Fastener Size
Tightening Torque
lb-ft ( Nm)
5107
.312-18
19 (26)
5115
.312-18
19 (26)
5203
.375-16
27 (37)
5207
.500-13
67 (91)
5215
.500-13
67 (91)
5307
.500-13
67 (91)
5315
.500-13
67 (91)







































































