






















9. Turn the ON/OFF switch to the OFF position.
10. Remove tubing from the machine. Raise the cutter
handle to its maximum height.
Cleaning/Deburring O.D. of Tube
1. Turn the ON/OFF switch to the ON position.
2. Place the end of the tube on the rest plate. Lengths of
tubing longer than four feet should be supported by
pipe stands.
Pipe supports are needed to maintain
control of the workpiece.
3. Press tube gently against the brush and rotate slow-
ly until surface is bright (Figure 6).
Keep hands away from rotating parts.
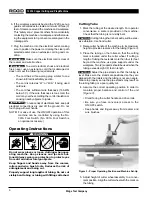
4. Remove external burrs by rotating tube against debur-
ring cutter (Figure 7). This action also bevels the
end of tube for easier insertion into the fitting.
Figure 6 – Cleaning O.D. of Tube
Figure 7 – Deburring O.D. of Tube
5. Turn ON/OFF switch to the OFF position.
Ridge Tool Company
7
NOTE! To adjust the height of the cutter wheel, push
handle to the right and relocate position pin by
moving handle up or down.
6. Lower the handle until the cutter wheel support rollers
contact the tubing (Figure 4). Turn the ON/OFF switch
to the ON position.
Tubing will rotate. Keep hands away from
ends of tubing that may have burrs or sharp edges.
Figure 4 – Cutter Wheel Support Rollers Contacting
Tubing
7. Apply pressure to the handle slowly and continu-
ously until the tubing is cut. Do not force the cutter
wheel into the workpiece. This will damage and short-
en the life of the cutter wheel.
8. Release pressure from the handle but still have the
cutter wheel support rollers maintain contact with
the tubing (Figure 5). The rollers will hold the tubing so
it will not fall to the ground.
Figure 5 – Cutter Wheel Support Rollers Holding Tubing
After Cut
122XL Copper Cutting and Prep Machine
WARNING
CAUTION
WARNING







































































