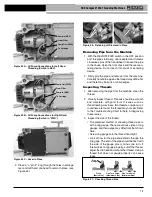















Figure 23 – Reaming Pipe with Reamer, Machine Rotation
5. Move the REV/OFF/FWD switch to the OFF position.
6. Move the reamer up away from the operator.
Threading Pipe
Due to differing pipe characteristics, a test thread should
always be performed before the first thread of the day or
when changing pipe size, schedule or material.
1. Lower the die head into the threading position. Con -
firm that the dies are correct for the pipe being thread-
ed and properly set.
See the “Die Head Set-Up and
Use” section
for information on changing and adjust-
ing dies.
Figure 24 – Threading Pipe (811-A Quick Opening Die
Head shown)
2. Close the die head.
3. Move the REV/OFF/FWD switch to the FWD position.
4. With both hands, grasp the carriage handwheel.
Confirm cutting oil flow through the die head.
5. Turn carriage handwheel to move the die head to the
end of the pipe
(Figure 24)
. Apply slight force to the
handwheel to start the die head onto the pipe. Once
the die head starts threading the pipe, no more force
is required on the carriage handwheel.
6. Keep your hands away from the rotating pipe. Make
sure the carriage does not hit the machine. When the
thread is complete, open the die head. Do not run
machine in Reverse (REV) with dies engaged.
7. Move the REV/OFF/FWD switch to the OFF position.
8. Turn the carriage handwheel to move the die head
past the end of the pipe. Raise the die head into
position up away from the operator.
9. Remove the pipe from the machine and inspect the
thread. Do not use the machine to tighten or loosen fit-
tings on the thread.
Threading Bar Stock/Bolt Threading
Bolt threading is similar to the pipe threading process. The
stock diameter should never exceed the thread major
diameter.
When cutting bolt threads, the correct dies and die head
must be used. Bolt threads may be cut as long as need-
ed, but make sure the carriage does not hit the machine.
If long threads are required:
1. At the end of carriage travel, leave the die head
closed, and move the REV/OFF/FWD switch to the
OFF position.
2. Open the chuck and move the carriage and workpiece
to the end of the machine.
3. Re-chuck the rod and continue threading.
Left Hand Threading
Cutting left hand threads is similar to the right hand
threading process. Left hand threading is possible with 300
Compact threading machine with REV/OFF/FWD switch
only. To cut left hand threads, left hand die heads and dies
are required.
1. Change the oil pump connections to allow oil flow
when the machine is run in reverse (REV).
See Figure
25
. Be sure to return the connections to their original
configuration when returning to right hand threading.
Always replace cover before use.
14
300 Compact/1233 Threading Machines
FWD (1)
REV (2)
REV (2)
Summary of Contents for 300 Compact
Page 22: ...20 300 Compact 1233 Threading Machines ...
Page 44: ...42 Fileteuses 300 Compact et 1233 ...
Page 85: ...83 300精致型 1233型电动套丝机 ...
Page 86: ...84 300精致型 1233型电动套丝机 ...