77
300
精致型
/1233
型电动套丝机
•
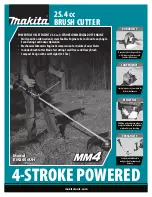
站立在机器的
REV/OFF/FWD
开关侧,可以方便的
够到工具和开关。确保可以随时控制开关。暂时不
要将机器打开。
•
保持身体平衡,不要做过于勉强的动作。
图
21 –
操作姿势
切割
1.
逆时针转动进刀螺杆,打开切管器。降下切管器,
使其进入切割位置。使用滑架手轮使切管器在待切
割区域上方移动,将割刀刀片对齐管子上的标记。
切割管子上的套丝或损坏部分可能损坏割刀刀片。
2.
旋转切管器进刀螺杆手柄,使割刀刀片与管子紧密
接触,同时保持割刀刀片与管子上的标记对齐。
3.
将
REV/OFF/FWD
开关移动到
FWD
位置。
4.
用双手握住切管器进刀受柄。
5.
管子每转动一圈,将进刀螺杆手柄旋转半圈,对管
子进行切割。过多旋转手柄会缩短割刀刀片的使用
寿命,并使毛边增多。切勿用手支撑管子。用套丝
机滑架和管子支架对切割管件进行支撑。
图
22 –
使用切管器切割管子
6.
将
REV/OFF/FWD
开关移动到
OFF
位置。
7.
抬起切管器,使其远离操作员。
用绞刀去除毛边
1.
将绞刀器置于绞刀位置。确保将其固定,以免使用时
发生移动。
2.
将
REV/OFF/FWD
开关移动到
FWD
位置。
3.
用双手握住滑架手轮。
4.
转动滑架手轮,将绞刀器移向管头。对手轮少许加
力,使绞刀进入管子,根据需要清除毛边。
图
23 –
使用绞刀器清除管子毛边,机器旋转
5.
将
REV/OFF/FWD
开关移动到
OFF
位置。
6.
抬起绞刀器,使其远离操作员。
管子套丝加工
由于管子特性的差异,当天第一次加工螺纹或更改管子
尺寸、时间表或材料时,应始终先加工试验螺纹。
1.
放下牙模头至套丝位置。确认板牙规格与套丝加工管
子相对应,且已妥善固定。板牙更换和调节的相关信
息参见
“
牙模头设置和使用
”
部分。
FWD (1)
REV (2)
REV (2)
Summary of Contents for 300 Compact
Page 22: ...20 300 Compact 1233 Threading Machines ...
Page 44: ...42 Fileteuses 300 Compact et 1233 ...
Page 85: ...83 300精致型 1233型电动套丝机 ...
Page 86: ...84 300精致型 1233型电动套丝机 ...