




















79
300
精致型
/1233
型电动套丝机
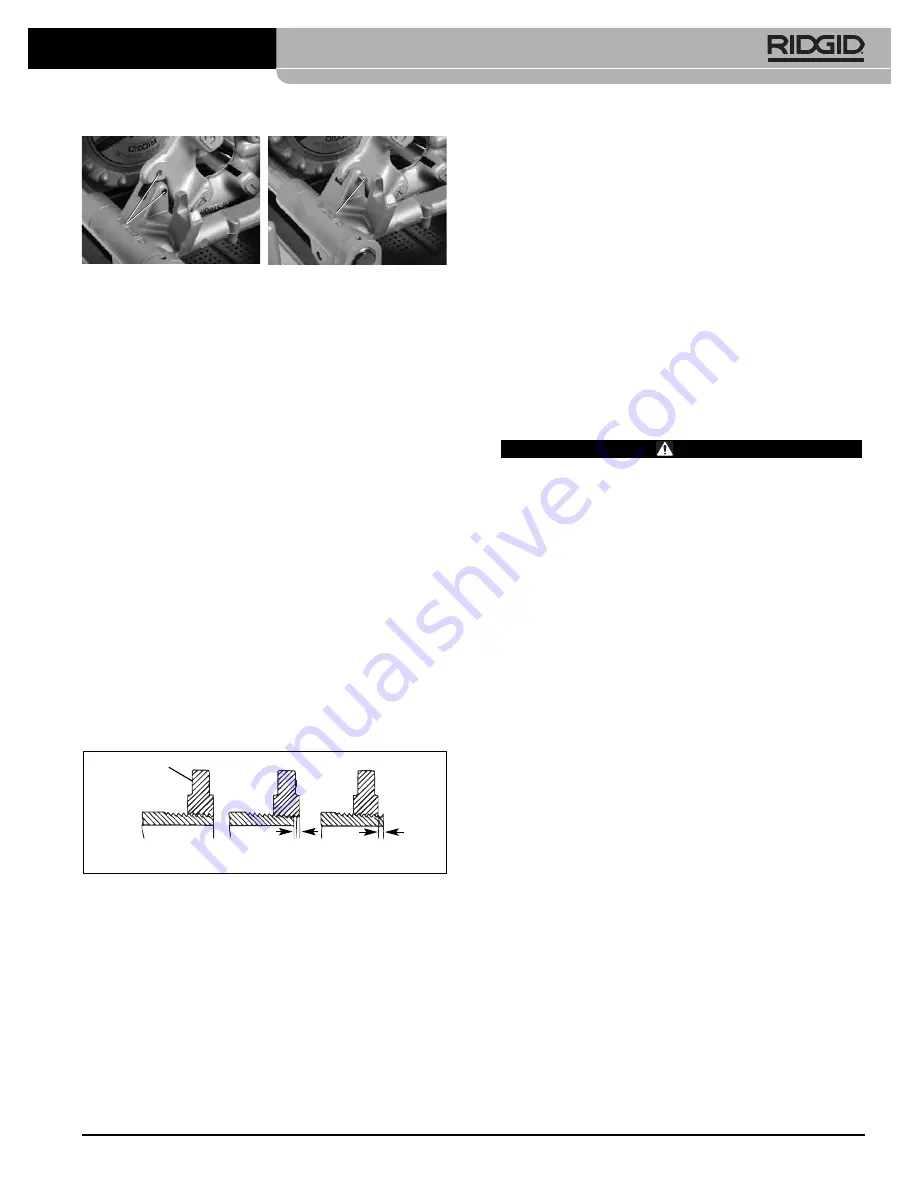
图
26 –
固定
LH
板牙
从套丝机上取下管子
1.
将
REV/OFF/FWD
开关置于
OFF
位置,管子保持静
止,重复顺时针方向旋转手轮,以松开卡盘内的管
子。分离前卡盘和后卡盘。切勿进入卡盘或后卡
盘。
2.
牢固握住管子,将其从机器上取下。小心搬运管
子,螺纹可能温度很高,而且可能存在毛边和锐边。
检查螺纹
1.
将管子从机器上取下后,对螺纹进行清洁。
2.
目测检查螺纹。螺纹应光滑完整,成型良好。如果
发现螺纹撕裂、波纹、过细或管子不圆等问题,不
可将螺纹密封。参照
“
故障排除表
”
对问题进行诊断。
3.
检查螺纹的尺寸。
•
螺纹尺寸的首选检查办法是使用环规。环规有很多
种,其使用方法可能与文中所述方法不同。
•
用手将环规旋到螺纹上并上紧。
•
观察管头伸出环规的长度。管头应与环规侧面齐
平,相差在
±1
圈范围内。如果螺纹不合格,切掉螺
纹,调节牙模头,重新套丝。使用不合格的螺纹可
导致泄漏。
图
27 –
检查螺纹尺寸
•
如果手边没有环规,可使用一个全新干净的将在随
后工作中使用的接头测量螺纹尺寸。对于
2”
及以下
的
NPT
螺纹,用手上紧时,螺纹应在
4
到
5
圈后,
与接头咬合。
BSTP
螺纹应为
3
圈。对于
2 1/2”
至
3”
的
NPT
螺纹,手上紧圈数应为
5.5
至
6
圈,
BSPT
螺
纹应为
4
圈。
4.
关于螺纹尺寸调节,参见
“
牙模头设置和使用
”
小节内
的
“
调节螺纹尺寸
”
部分。
5.
依照本地法规和标准惯例测试管道系统。
套丝机运输准备
1.
确保
REV/OFF/FWD
开关处于
OFF
位置,电源插头已
从插座上拔出。
2.
清除切屑盘中的切屑和其他碎屑。搬运前,清除或固
定机器和支架上的所有设备和材料,以防掉落或倾
翻。清洁地面上的油污或碎屑。
3.
将切管器、绞刀器和牙模头置于工作位置。
4.
盘起电源线。
5.
如需要,可将机器从架子上拆下。使用适合的提升方
法,注意机器的重量。机器的四角配有四个把手。提
升和搬运时务必小心。
维护说明
警告
执行任何维护作业和调节前,确保
REV/OFF/FWD
开关处于
OFF
位置,机器插头拔出。
始终佩戴眼睛防护设备。
依照下述规程为套丝机进行维护,以减少触电、卷入和其他原
因造成受伤的风险。
清洁
每次使用后,清空切屑盘中的碎屑,擦去残油。擦去暴
露表面上的油迹,特别是滑架导轨等存在相对运动的区
域。
如果卡爪未咬合,无需清洁,用钢丝刷清除积聚的管子
水垢等。
润滑
每月(或视情况增加次数)使用轻质润滑油润滑所有裸
露的运动部件(如滑架导轨、割刀刀片和滚轴、切管器
进刀螺杆、卡爪和支点等)。擦去裸露表面上多余的油
迹。
清洁润滑点上的泥土,除去油和润滑脂等污物。每月润
滑一次。
300
精致型套丝机:使用润滑枪通过润滑点内的润滑接头
加注
Lithium EP
(极端压力)润滑油。
1233
套丝机:向润滑点加注润滑油。按下润滑点内的圆
球使润滑油到达轴承。
Holes
Pin
Holes
Pin
齐平
(基础尺寸)
大一圈
(最大尺寸)
小一圈
(最小尺寸)
环规
Summary of Contents for 300 Compact
Page 22: ...20 300 Compact 1233 Threading Machines ...
Page 44: ...42 Fileteuses 300 Compact et 1233 ...
Page 85: ...83 300精致型 1233型电动套丝机 ...
Page 86: ...84 300精致型 1233型电动套丝机 ...







































































