





















Z
Y
X
O
1
���
���
b
e
s
f
S
g
h
d
Assistência e Manutenção
No caso de haver o perigo de alguém inadvertidamente ligar o compres-
sor quando este está a ser revisto ou inspeccionado, podendo causar
sérios danos ao pessoal da manutenção, dever-se-á desligar por completo a
alimentação eléctrica ao motor. A menos que o compressor esteja completa-
mente montado e fechado, este não pode ser posto em marcha. Nunca
intervenha num compressor que esteja ainda quente ou na temperatura de
funcionamento. Poderá queimar-se com as peças bastante quentes.
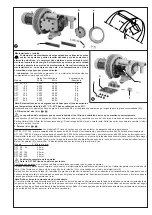
1. Lubrificação Os pontos de lubrificação são (L); Os períodos de lubrificação
são conforme abaixo ou no mínimo uma vez por ano:
Horas de Trabalho
Massa em todos
Modelo
50 Hz
60 Hz
os rolamentos
DFT 25 - 60
7.000
7.000
4 g
DFT
80
5.000
4.500
6 g
DFT
100
5.000
3.500
6 g
DFT
140
6.000
6.000
8 g
DFT
180
6.000
5.000
8 g
DFT
250
6.000
4.500
8 g
DFT
340
6.000
6.000
10 g
DFT
500
6.000
5.000
10 g
Nota: Estes intervalos de lubrificação são válidos quando a temperatura
ambiente é de 20° C. A uma temperatura ambiente de 40° C deverá ser reduzida para 50%.
Recomendamos as seguintes massas de lubrificação para alta temperatura: Esso Unirex N3 ou outra massa igual (veja a placa de massas
recomendadas (M)).
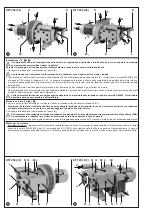
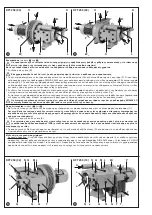
2. Filtração do Ar (figura
���
a
���
)
A capacidade do compressor pode ficar reduzida se os filtros não forem devidamente revistos.
Os filtros (cartuchos) (f) da caixa de filtros (S) têm de ser limpos mensalmente e substituidos uma vez por ano (em condições extremas, mais
vezes).
Mudança dos filtros: Remova os parafusos de manípulo (g). Tire a tampa da caixa de filtros (h) juntamente com a junta. Remova os filtros e limpe
ou substitua. Volte a montar na ordem inversa.
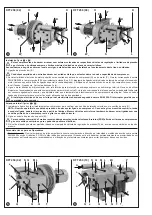
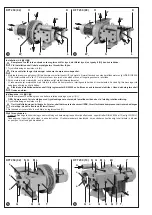
3. Lâminas (figura
���
a
���
)
Inspecção das lâminas: Os modelos DFT têm 4 lâminas que vão-se desgastando lentamente.
DFT 25 - DFT 100: A primeira inspecção deve ser feita às 4.000 horas e depois a cada 500 horas de serviço.
DFT 140 - DFT 500: A primeira inspecção deve ser feita às 2.000 horas e depois a cada 500 horas de serviço.
Remova o aro (e). Retire os parafusos (s) e o parafuso (a) que se encontra ao centro da caixa do rolamento (c). Coloque um dos parafusos (s)
onde estava o parafuso (a). À medida que vai enroscando o parafuso ao centro do veio, a tampa (b) vai-se desencostar do cilindro. Retire a tampa
com cuidado para não danificar a junta de vedação existente na tampa. Puxe as lâminas (d) para fora e verifique o estado delas. Todas as lâminas
devem ter uma altura mínima (X) de:
Modelo
X (altura mínima)
DFT 25 - 40
22 mm
DFT 60
25 mm
DFT 80 - 100
30 mm
DFT 140 - 250
40 mm
DFT 340 - 500
60 mm
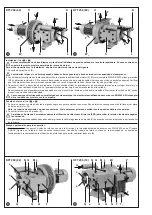
As lâminas têm de ser substituidas pelo jogo completo.
Nota: A DFT 500 tem 2 lâminas por rasgo.
Substituição das lâminas: Se atingir a altura minima (X) então deve-se substituir o jogo completo.
Antes de aplicar as lâminas novas, limpe o cilindro e os rasgos do rotor de forma a ficar de novo uma superficie polida. Sopre com ar comprimido
para remover quaisquer poeiras. Coloque as lâminas com o biselado (Y) à face do rotor e a inclinação no sentido de rotação (O
1
) e paralela à
inclinação do cilindro (Z). Antes de voltar a montar a tampa (b) destribuir uniformemente a massa do rolamento da caixa (c). Tenha cuidado em
manter o veio completamente limpo de massa, pois, se esta entrar no cilindro poderá formar uma pasta viscosa com o pó de carvão prendendo
as lâminas e danificar o interior do compressor.
Nota: Deverá ter o cuidado de não deixar entrar impurezas no rolamento.
Ao voltar a colocar a tampa (b) aponte primeiro a tampa aos pinos e vá enroscando os parafusos. Quando a tampa estiver quase encostada,
recomendamos que gire o rotor manualmente através da ventoinha do motor afim de certificar-se de que as lâminas caem livremente e que
nenhuma ficou presa ou encavalitada. Volte a fixar o aro (e).







































































