








- 7 -
10)
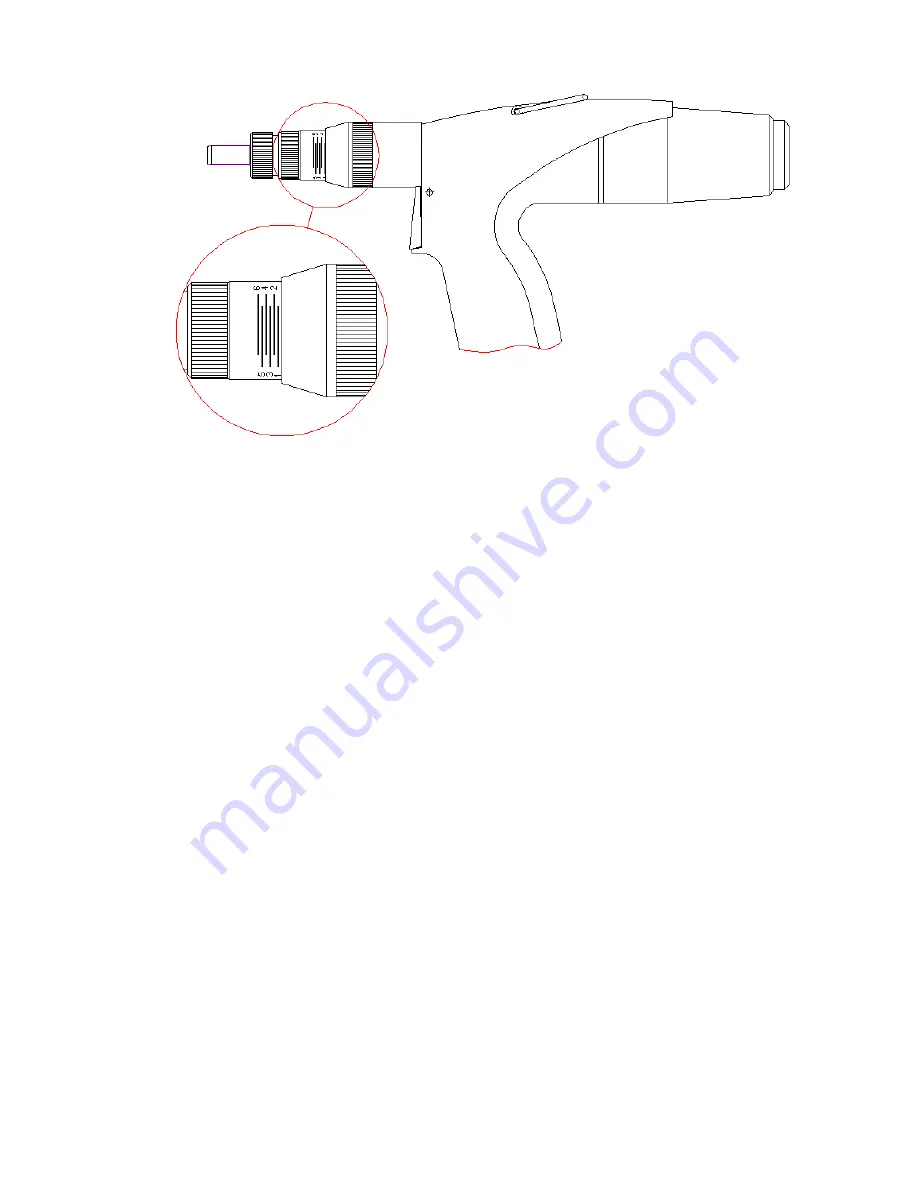
Adjust revolvable air supply into any required position and connect the tool to the source of the
compressed air.
11)
Put the rivet on the mandrel and push towards the anvil, this will screw on the rivet.
12)
Put the screwed rivet into the prepared hole.
13)
Press the trigger and the rivet will be riveted in.
14)
Relieve the trigger, the mandrel will screw out from the rivet (if it is not fully screwed out, use the
unscrewing button).
15)
Check the fastened rivet
-
if the rivet is not fully fastened it is necessary to increase the stroke.
-
if the rivet is too fastened, which results in deformation of the rivet and the mandrel is hard to
unscrew out from the rivet, it is necessary to decrease the stroke.
16)
Check the setting‐up of the anvil according to the step 8).
The tool, which is set up a prepared this way is ready for riveting.
3. TOOL MAINTENANCE
During maintenance the tool must be disconnected from the source of compressed air!!!
3.1. Daily maintenance
Before starting work, apply several drops of lubricating oil (we recommend hydraulic oil HYSPIN AWHM 32
CASTROL) into the air inlet of the tool, on condition there is no lubricating device connected in the air
distribution.
Check the tool for air leakage, if necessary replace damaged hoses and clasps.
If the pressure regulator is not equipped with a filter, blow through the air hose before its connection to the
tool in order to get rid of impurities and water. If the pressure regulator has a filter, dry it out.
Check whether the fixed nose‐piece corresponds to the BR diameter and that all screw threads and joints are
tightened properly.
Check whether the air outlets are really empty.







































































