





















SPIROR HP - DR
Mineral oil
+32°C/+50°C -460 CST/40°C
MELLANA OIL 460 IP
SPARTAN EP 460 ESSO
BLASIA 460 AGIP
MOBILGEAR 634 MOBIL
OMALA EP 460 SHELL
ENERGOL GR-XP 460 BP
Worm gear motor
Grease
TELESIA COMPOUND B IP
STRUCTOVIS P LIQUID KLUBER
TOTALCARTER SYOO TOTAL
Gear and worm gear motor
Synthetic oil
TELESIA OIL IP
SYNTHESO D 220 EP KLUBER
BLASIA S 220 AGIP
Gear and worm gear motor
Lithium grease
ALVANIA R2 SHELL
HL 2 ARAL
ENERGREASE LS2 BP
BEACON 2 ESSO
MOBILIX MOBIL
Bearings with support
Synthetic oil
-5°C / +5°C VG 68 (SAE 20)
+5°C / +25°C VG 100 (SAE 30)
Reel carriage lifting
chain
Synthetic oil
+25°C/+45°C VG 150 (SAE 40)
+45°C/+70°C VG 220 (SAE 50)
Table rotation chain
|
Important
Do not mix oils of different makes and specifications.
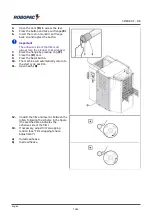
7.5. DRAINING THE
CONDENSATE
Proceed as indicated.
1.
Close the tap
(A)
and control the level of
condensation in the container
(B)
.
2.
Unscrew, if necessary, the valve
(C)
to
empty condensation.
3.
Push the valve
(C)
up until all
condensation is removed.
4.
Tighten the valve
(C)
.
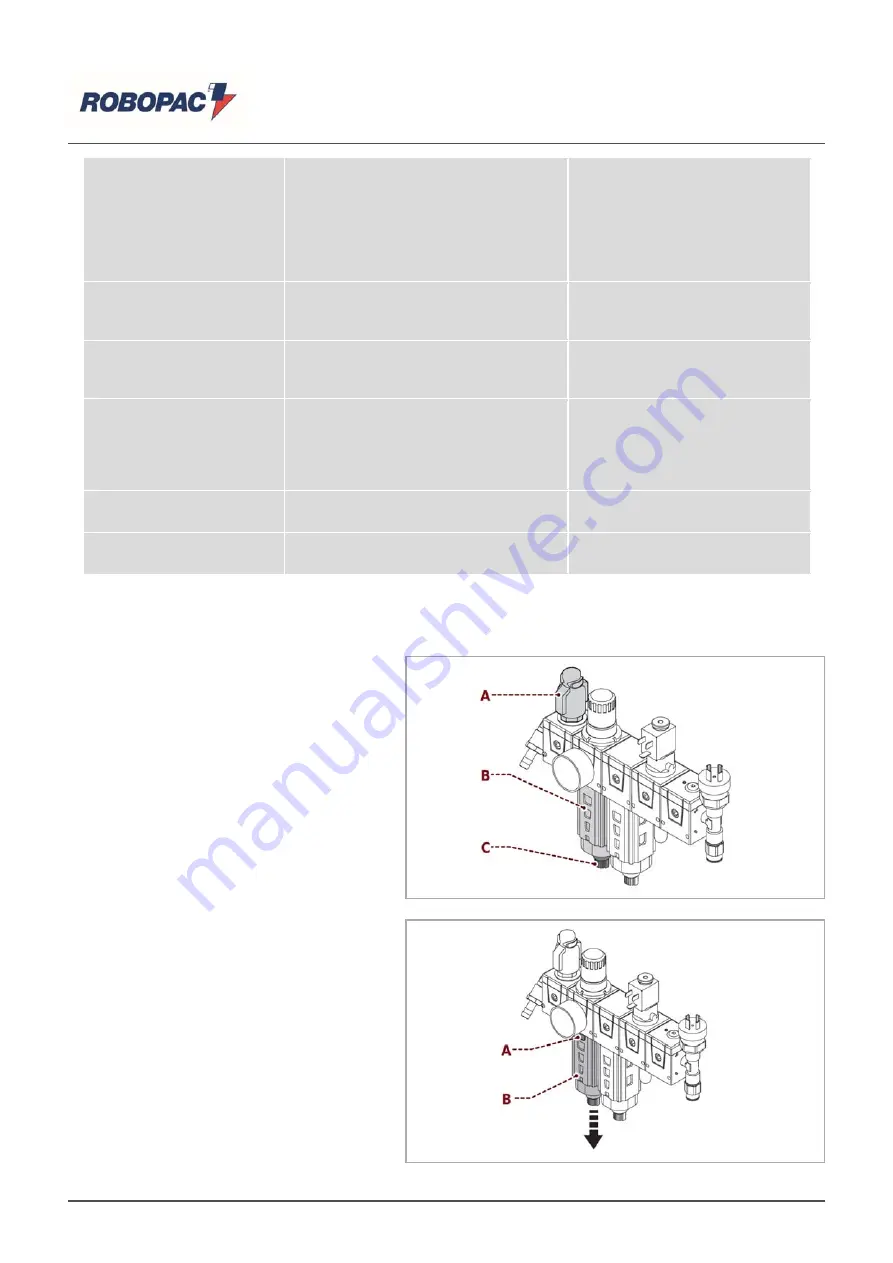
7.6. CLEANING THE FILTER
Proceed as indicated.
1.
Push the
(A)
switch downward and
rotate the
(B)
cup until the point of
extraction.
2.
Disassemble the filter and clean it with
compressed air. Wash it, if necessary,
with water and non-aggressive
detergents.
3.
Reassemble the filter.
4.
Reinsert the cup, rotate it and block it
with the
(A)
switch, switching it upwards.
English
83/95
Summary of Contents for SPIROR DR
Page 16: ...SPIROR HP DR SPIROR HP SPIROR HP 300 SPIROR HP 400 600 English 16 95 ...
Page 17: ...SPIROR HP DR SPIROR HP 900 SPIROR DR SPIROR DR 400 600 Optional English 17 95 ...
Page 18: ...SPIROR HP DR SPIROR DR 400 600 SPIROR DR 900 Optional SPIROR DR 900 English 18 95 ...
Page 38: ...SPIROR HP DR SPIROR HP 600 SPIROR HP 900 English 38 95 ...
Page 39: ...SPIROR HP DR SPIROR DR 400 SPIROR DR 600 English 39 95 ...