









SPIROR HP - DR
―
The electrical connections must be carried out EXCLUSIVELY by operators with particular expertise in
the field of intervention.
―
The operator must test the machine and check, through a general test, that the machine can be
commissioned without any risk for the operator.
―
Dismantle all the packaging components in compliance with the standards in force in the country of
installation.
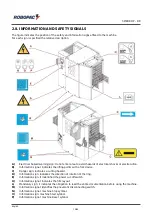
2.3. SAFETY WARNINGS FOR USE AND OPERATION
―
The operator must be trained and possess the proper knowledge required to carry out the specific tasks
and must meet the conditions required for the safe use of the machine.
―
When using the machine for the first time, the operator must read the manual and identify the controls
and simulate some operations, especially the start-up and shutdown.
―
The machine has been designed and built to satisfy all the operating conditions of the Manufacturer,
and those alone.
―
Use the machine ONLY with the original safety devices installed by the manufacturer.
―
DO NOT tamper with, remove or bypass the safety devices installed on the machine.
―
DO NOT modify the constructive and functional characteristics of the machine.
―
ALWAYS wear the individual safety devices indicated in the "Instructions for use" and provided by the
standards in force regarding the safety at workplace.
―
ALWAYS keep the surrounding areas in suitable conditions and free of obstacles in order to minimise the
risks, especially near the control station.
―
The machine must be used by one operator ONLY, that must be assigned and authorised by the
employer.
―
The involvement of one or more assistants when performing some operations or maintenance
interventions may present unpredictable risks.
―
In order to minimise the risks related to assistants' involvement, you must inform them priorily on the
type of work and the behaviour to be used.
―
Make sure that no foreign persons are present within the machine operating area during its production
activity and maintenance.
―
Do not use the machine if the scheduled maintenance work has not been regularly carried out.
―
DO NOT continue to use the machine if malfunctions have been detected.
―
Stop the machine immediately and restart it only after the normal conditions of use have been restored.
―
DO NOT carry out interventions different from those indicated in the user manual without the written
consent of the manufacturer.
―
Do not carry out interventions with the machine on, but only carry them out after having stopped the
machine and put it in safety conditions.
―
DO NOT clean or wash the machine with aggressive products to avoid damaging the components.
―
Replace the components ONLY with ORIGINAL PARE PARTS or with SIMILAR design and functional
features.
―
Do not abandon the work post or leave the machine unguarded at the end of the work activity without
having first stopped it and put it in safety conditions.
2.4. APPROPRIATE USE OF THE MACHINE
The machine must be used ONLY for wrapping and stabilising products with regular shape or with
a shape that ensure a stable wrapping.
The packs that contain liquids or insubstantial materials must be suitable for the product and
must be perfectly closed and tight in order to prevent any leaks of the content.
2.4.1. SECURITY WARNING FOR REASONABLY FORESEEABLE
IMPROPER USE
―
The predictable incorrect use consists of: “the use of the machine different from the indications given in
the manual, that may stem from the easily predictable human behaviour”.
―
It is prohibited to wrap the products listed below, in order to avoid damaging the machine and creating
accident risks for the operator.
‒
Wet products.
‒
Unstable products.
English
9/95
Summary of Contents for SPIROR DR
Page 16: ...SPIROR HP DR SPIROR HP SPIROR HP 300 SPIROR HP 400 600 English 16 95 ...
Page 17: ...SPIROR HP DR SPIROR HP 900 SPIROR DR SPIROR DR 400 600 Optional English 17 95 ...
Page 18: ...SPIROR HP DR SPIROR DR 400 600 SPIROR DR 900 Optional SPIROR DR 900 English 18 95 ...
Page 38: ...SPIROR HP DR SPIROR HP 600 SPIROR HP 900 English 38 95 ...
Page 39: ...SPIROR HP DR SPIROR DR 400 SPIROR DR 600 English 39 95 ...