

















Maintenance | 7
KZS-P_KZS-PG
39 / 43
7.3.4
Checking the Clamping Force
Check clamping force with clamping force measurement system.
Recommended clamping force
measurement system
ID no.:
F-Senso Chuck
179800
7.3.5
Complete Cleaning
CAUTION
Skin irritations due to contact with lubricants.
Lubricants may cause irritations in the event of contact with the skin.
Ø
When handling the
centric clamp
, wear safety goggles, long
work clothes and gloves.
Ø
Avoid skin contact with lubricants.
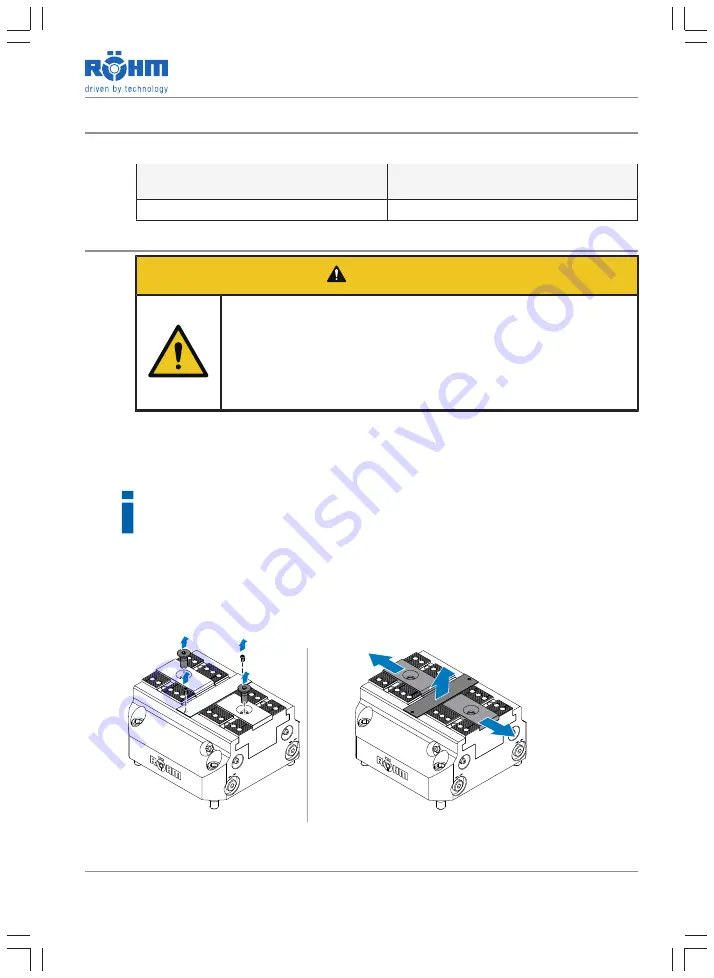
For complete cleaning, the centric clamp must be removed from the machine
table, completely dismantled, cleaned and re-assembled.
Disassembly and dismantling of the centric clamp
Before dismantling, plan the required time for a leak test.
§
The machine is switched off and protected against being switched on
again.
1.
To make all screws accessible, disassemble the top jaws.
2.
Undo the screws of the cover (7) and of the guide strips (6) (A).
A
B
Summary of Contents for KZS-P
Page 2: ......







































































