





























25
Setting the character set
The PNC-1050 is equipped with the character sets listed below. When plotting on paper, select the
appropriate character set from the list.
ANSI ASCII(1),
ANSI ASCII(2),
FRENCH/GERMAN,
SCANDINAVIAN,
SPANISH,
JIS ASCII,
ROMAN,
KATAKANA,
ISO I.R.V.,
SWEDISH,
SWED-
ISH NAMES,
ISO NORWAY(1),
ISO GERMAN, ISO
FRENCH,
ISO U.K.,
ISO ITALIAN,
ISO SPANISH,
ISO PORTUGAL,
ISO NORWAY(2)
Setting the pen change command
When using something other than software designed for cutting to output data, the computer may
send a pen change command to the PNC-1050. If there is no need to change the tool, select
[IGNORED.] When this is done, the PNC-1050 will continue operation while ignoring any pen
change commands. If [EFFECT] is selected, the following is displayed when a pen change
command is received. When this occurs, change the pen tool and press the
ENTER
key. Plotting
will begin again.
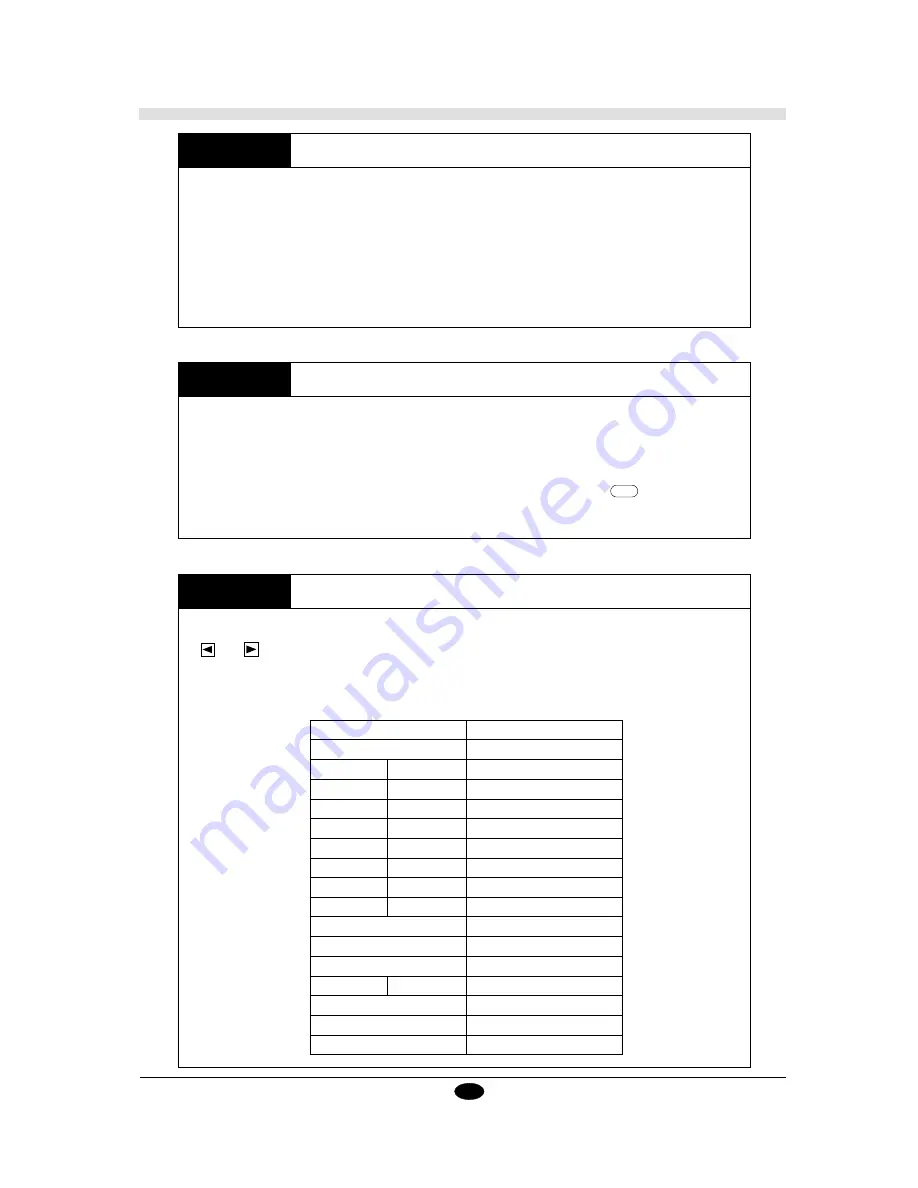
Calling up the preference set
This calls up conditions which have been stored in step (7)-2. When a number is selected with the
and
keys, the title corresponding to the selected number appears at the bottom of the
display. Select the title of the conditions to be used. To call up the factory default settings, select 0
(zero). The message [DEFAULT] will appear at the bottom of the display. The values for each of
the factory defaults are shown in the following table.
(5)
(6)
(7) - 1
Item
Default Setting
Instruction set
AUTO
Interface
AUTO
Rotation
0° (no rotation)
Protocol
Baud rate
9600
Data bit
8
Stop bit
1
Parity
NON
Handshaking
HARDWIRE
Tool
CUTTER
Tool-down speed
20 cm/sec
Tool-up speed
20 cm/sec
Pen change instruction control
IGNORED
Font
ANSI ASCII(1)
Sheet Weight
LIGHT
Cutter Point Compensation
10 (Cutting coordinate units)
User origin coordinates
(0,0)
Summary of Contents for Sign Maker CAMM-1 PNC-1050
Page 1: ...ROLAND DG CORPORATION Model PNC 1050 User s Manual SIGN MAKER...
Page 41: ...39...
Page 42: ...F2082693BE V3 1...







































































