
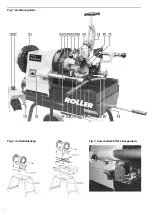




















7
HINWEIS
HINWEIS
Alle Gewindeschneidstoffe nur unverdünnt verwenden!
2.5. Materialabstützung
VORSICHT
VORSICHT
Rohre und Stangen ab 2 m Länge müssen zusätzlich mit mindestens einer
höhenverstellbaren Materialauflage ROLLER’S Assistent 3B, ROLLER’S
Assistent XL 12" abgestützt werden. abgestützt werden. Dieser hat Stahlkugeln
zum problemlosen Bewegen der Rohre und Stangen in alle Richtungen ohne
Kippen der Materialabstützung.
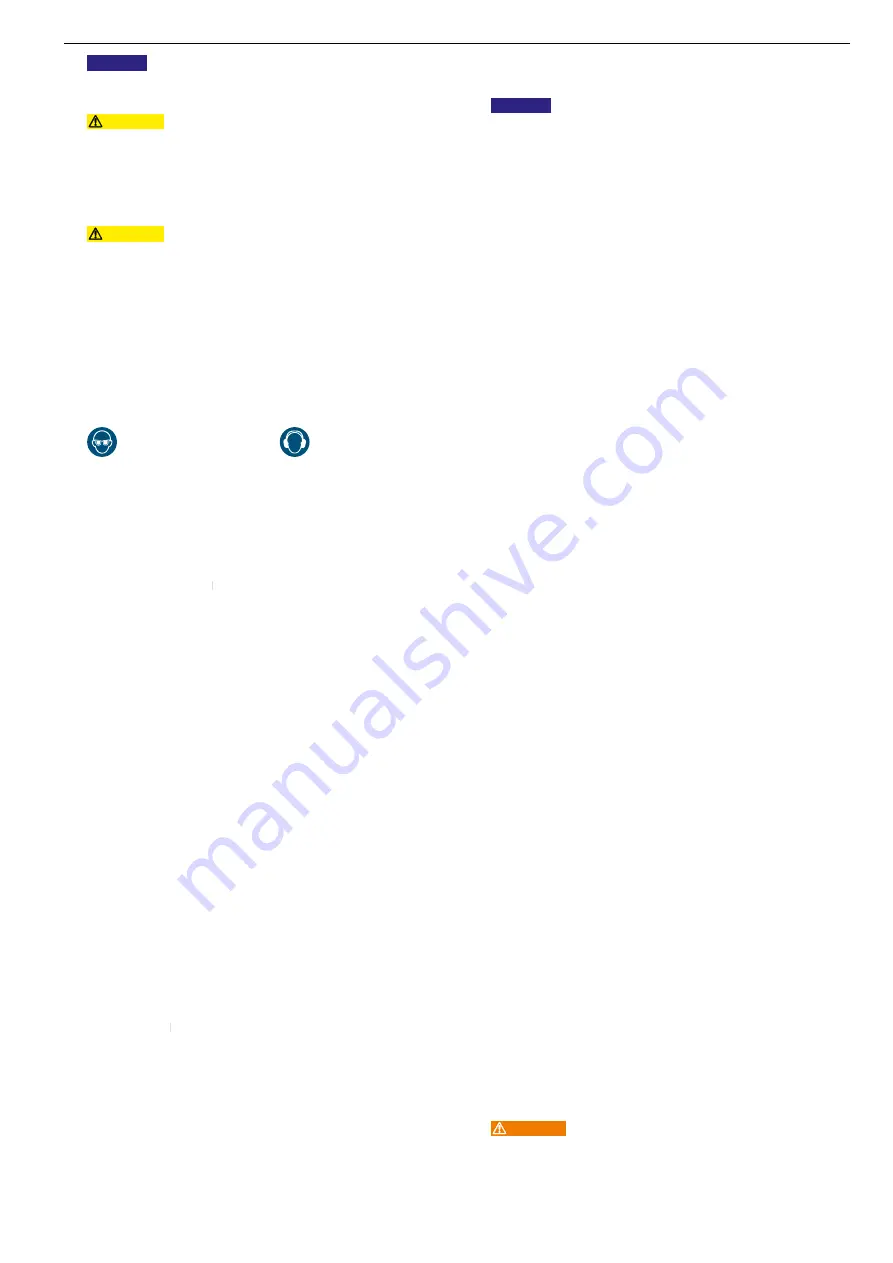
2.6. Untergestell, fahr- und klappbar (Zubehör)
VORSICHT
VORSICHT
Das zusammengeklappte Untergestell fahr- und klappbar, fährt nach dem
Entriegeln ohne montierte Gewindeschneidmaschine selbsttätig schnell hoch.
Deswegen beim Entriegeln das Untergestell am Handgriff nieder drücken, beim
Hochfahren mit beiden Händen an den Handgriffen gegenhalten.
Zum Hochfahren mit montierter Gewindeschneidmaschine das Untergestell mit
einer Hand am Handgriff festhalten, einen Fuß auf die Querstrebe stellen und
durch Drehen des Drehhebels beide Rastbolzen entriegeln. Danach Untergestell
mit beiden Händen festhalten und Maschine auf Arbeitshöhe bringen bis die
beiden Rastbolzen einrasten. Zum Zusammenklappen in umgekehrter Reihen-
folge vorgehen. Vor dem Auf- bzw. Zusammenklappen den Gewindeschneidstoff
aus der Ölwanne ablassen, bzw. die Ölwanne abnehmen.
3. Betrieb
Augenschutz benutzen
Gehörschutz benutzen
3.1. Werkzeuge
Der Schneidkopf (12) ist jeweils ein Universalschneidkopf, d.h. für die oben
genannten Bereiche, getrennt in 2 Werkzeugsätze, wird jeweils nur ein Scheid-
kopf benötigt. Zum Schneiden kegeliger Rohrgewinde muß der Längenanschlag
(13) mit dem Schließ- und Öffnungshebel (14) richtungsgleich sein. Der
Schneidkopf öffnet dann automatisch, wenn die jeweilige Normgewindelänge
erreicht ist. Um zylindrische Langgewinde und Bolzengewinde schneiden zu
können, wird der Längenanschlag (13) weggeklappt.
Wechseln der ROLLER’S Schneidbacken
ROLLER’S
ROLLER’S
Die
ROLLER’S Schneidbacken können sowohl bei montiertem, als auch bei
abgenommenem Schneidkopf (z.B. auf der Werkbank) eingesetzt bzw. gewech-
selt werden. Hierzu Klemmhebel (15) lösen, nicht abschrauben. Verstellscheibe
(16) am Griff vom Klemmhebel weg bis in die Endstellung schieben. In dieser
Stellung werden die ROLLER’S Schneidbacken herausgenommen und einge-
setzt. Hierbei darauf achten, daß die auf der Rückseite der ROLLER’S Schneid-
backen angegebene Gewindegröße der zu schneidenden Gewindegröße
entspricht. Außerdem darauf achten, daß die ebenfalls auf der Rückseite der
ROLLER’S Schneidbacken angebrachten Nummern mit denen auf dem Schneid-
backenhalter (17) über einstimmen.
ROLLER’S Schneidbacken soweit in den Schneidkopf einschieben, bis die im
Schlitz des Schneidbackenhalters befi ndliche Kugel einrastet. Sind alle ROLLER’S
Schneid backen eingesetzt, wird durch Verschieben der Verstellscheibe die
gewünschte Gewindegröße eingestellt. Bolzengewinde immer auf “Bolt”
einstellen. Verstellscheibe über den Klemmhebel festklemmen. Schneidkopf
schließen. Dazu Schließ- und Öffnungshebel (14) kräftig nach rechts unten
drücken. Der Schneidkopf öffnet entweder automatisch (bei kegeligen Rohr-
gewinden), oder jederzeit von Hand durch leichten Druck nach links auf den
Schließ- und Öffnungshebel.
Genügt beim Schneidkopf 2½ – 3" und 2½ – 4" aufgrund erhöhter Schnittkraft
(z.B. stumpfe ROLLER’S Schneidbacken) die Haltekraft des Klemmhebels (15)
nicht, d.h., der Schneidkopf öffnet sich unter Schnittdruck, so ist zusätzlich die
Zylinderschraube auf der dem Klemmhebel (15) gegenüberliegenden Seite
festzuziehen.
Der Rohrabschneider (18) ist zum Abschneiden der Rohre ¼ – 2" bzw. 2½ – 4".
Der Rohrinnenentgrater (19) wird für Rohre von ¼ – 2" bzw. 2½ – 4" verwendet.
Pinole durch Einrasten in den Entgraterarm drehsichern; vorne oder hinten, je
nach Länge des Rohres.
3.2. Spannfutter
Für
ROLLER’S Robot bis 2" ist zum Spannen von Durchmessern < 8 mm, für
ROLLER’S Robot
ROLLER’S Robot
ROLLER’S Robot bis 4" zum Spannen von Durchmessern < 20 mm eine dem
ROLLER’S Robot
ROLLER’S Robot
Durchmesser angepasste Klemmhülse (Art.-Nr. 343001) erforderlich. Bei der
Bestellung der Klemmhülse ist der gewünschte Spanndurchmesser anzugeben.
3.2.1. Schnellspann-Schlagfutter (1), Führungsfutter (2)
Das Schnellspann-Schlagfutter (1) mit großem Spannring und in den Backen-
trägern eingesetzten, beweglichen Spannbacken gewährt ein zentrisches und
sicheres Spannen bei geringstem Kraftaufwand. Sobald das Material aus dem
Führungsfutter (2) ragt, ist dieses zu schließen.
Zum Wechseln der Spannbacken (24) Spannring (22) bis auf ca. 30 mm
Spanndurchmesser schließen. Schrauben der Spannbacken (24) entfernen.
Spannbacken mit geeignetem Werkzeug (Schraubendreher) nach hinten
hinausschieben. Neue Spannbacken mit eingesetzter Schraube von vorn in
die Spannbackenträger hineinschieben.
3.3. Arbeitsablauf
Vor Arbeitsbeginn Blockaden aus Spänen und Bruchstücken des Werkstückes
entfernen.
HINWEIS
HINWEIS
Beim Annähern des Werkzeugsatzes an das Maschinengehäuse Gewinde-
schneidmaschine ausschalten.
Werkzeuge ausschwenken und Werkzeugträger mittels Andrückhebel (8) in
rechte Endlage bringen. Material durch das geöffnete Führungsfutter (2) und
durch das geöffnete Schnellspann-Schlagfutter (1) einführen, daß es ca. 10 cm
aus dem Schnellspann-Schlagfutter herausragt. Schnellspann-Schlagfutter
schließen bis die Spannbacken am Material anliegen. Mit dem Spannring nach
kurzer Öffnungsbewegung ruckartig ein- bis zweimal das Material festspannen.
Durch Schließen des Führungsfutters (2) wird das nach hinten heraus ragende
Material zentriert. Schneidkopf herunterschwenken und schließen. Schalter (3)
auf 1 stellen, Fußschalter (4) betätigen. Typ U wird nur mit dem Fußschalter
(4) ein- bzw. ausgeschaltet.
Bei den Typen K und D kann zum Abschneiden und Entgraten, sowie zum
Schneiden kleinerer Gewinde die 2. Geschwindigkeit gewählt werden. Hierzu
Schalter (3) bei laufender Maschine von Stellung 1 zügig in Stellung 2 schalten.
Schneidkopf mit Andrückhebel (8) gegen das sich drehende Material andrücken.
Nach ein bis zwei Gewindegängen schneidet der Schneidkopf automatisch
weiter. Ist bei kegeligen Rohrgewinden die der Norm entsprechende Gewin-
delänge erreicht, öffnet der Schneidkopf automatisch. Bei Lang- und Bolzen-
gewinden Schneidkopf bei laufender Maschine von Hand öffnen. Fuß schalter
(4) loslassen. Schnell spann-Schlagfutter öffnen, Material entnehmen.
Durch Nachspannen des Materials können unbegrenzt lange Gewinde geschnitten
werden. Hierzu während des Gewindeschneidens Fußschalter (4) bei Annähern
des Werkzeugträgers an das Maschinengehäuse loslassen. Schneidkopf nicht
öffnen. Material entspannen, Werkzeugträger und Material mit Andrückhebel in
die rechte Endlage bringen. Material wieder spannen, Maschine wieder einschalten.
Zum Trennen von Rohren wird der Rohrabschneider (18) hereingeschwenkt und
mittels des Andrückhebels auf die gewünschte Abschneidposition geschoben.
Durch Rechtsdrehen der Spindel wird das drehende Rohr abgetrennt.
Der durch das Abschneiden anstehende Innengrat wird mit dem Rohrinnen-
entgrater (19) entfernt.
Ablassen von Gewindeschneidstoff. Schlauch am Werkzeugträger (7) abziehen
und in Behälter halten. Maschine laufen lassen bis Wanne leer ist. Oder:
Verschlußstopfen (25) entfernen und Wanne leer laufen lassen.
3.4. Herstellen von Nippeln und Doppelnippeln
Zum Nippelschneiden werden ROLLER’S Spannfi x (automatisch innenspannend)
oder ROLLER’S Nipparo (innenspannend) verwendet. Dabei ist darauf zu
achten, dass die Rohrenden innen entgratet sind. Rohrstücke immer bis zum
Anschlag aufschieben.
Zum Spannen des Rohrstückes (mit oder ohne vorhandenem Gewinde) mit
dem ROLLER’S Nipparo wird durch Drehen der Spindel mit einem Werkzeug
(z.B. Schraubendreher) der Kopf des Nippelspanners gespreizt. Dies darf nur
bei aufgestecktem Rohrstück erfolgen.
Sowohl beim ROLLER’S Spannfi x, als auch beim ROLLER’S Nipparo ist darauf
zu achten, dass keine kürzeren Nippel geschnitten werden, als es die Norm
erlaubt.
3.5. Herstellen von Linksgewinden
Für Linksgewinde sind nur ROLLER’S Robot 2K, 2D, 3K, 3D, 4K und 4D
geeignet. Der Schneidkopf im Werkzeugträger muss zum Schneiden von
Linksgewinden z.B. mit einer Schraube M 10 × 40 abgesteckt werden, sonst
kann dieser angehoben und der Gewindeanfang beschädigt werden. Schalter
auf Stellung „R“ stellen. Schlauchanschlüsse an der Kühlschmierpumpe
umwechseln oder die Kühlschmierpumpe kurzschließen. Alternativ Umschalt-
ventil (Art.-Nr. 342080) verwenden (Zubehör), welches an der Maschine
befestigt wird. Mit dem Hebel am Umschaltventil (Fig. 9) wird die Durchfl uss-
richtung der Kühlschmierpumpe umgekehrt.
4. Instandhaltung
Unbeschadet der nachstehend genannten Wartung wird empfohlen, die
ROLLER Gewindeschneidmaschine mindestens einmal jährlich einer autori-
sierten ROLLER Vertrags-Kundendienstwerkstatt zu einer Inspektion und
Wiederholungsprüfung elektrischer Geräte einzureichen. In Deutschland ist
eine solche Wiederholungsprüfung elektrischer Geräte nach DIN VDE 0701-
0702 vorzunehmen und nach Unfallverhütungsvorschrift DGUV Vorschrift 3
„Elektrische Anlagen und Betriebsmittel“ auch für ortsveränderliche elektrische
Betriebsmittel vorgeschrieben. Darüber hinaus sind die für den Einsatzort
jeweils geltenden nationalen Sicherheitsbestimmungen, Regeln und Vorschriften
zu beachten und zu befolgen.
4.1. Wartung
WARNUNG
WARNUNG
Vor Instandsetzungs- und Reparaturarbeiten Netzstecker ziehen!
Das Getriebe der ROLLER Gewindeschneidmaschine ist wartungsfrei. Das
Getriebe läuft in einem geschlossenen Ölbad und muss deshalb nicht geschmiert
werden. Spann- und Führungsfutter, Führungsholme, Werkzeugträger, Schneid-
kopf, ROLLER’S Schneidbacken, Rohrabschneider und Rohrinnenentgrater
deu deu







































































