



























14
Dimensions (mm)
290*135*280
Electrode Diameter
ø1.6~ ø5.0
Electrode Type
6013, 7018, etc.
Note: The above parameters are subject to change with future machine improvement!
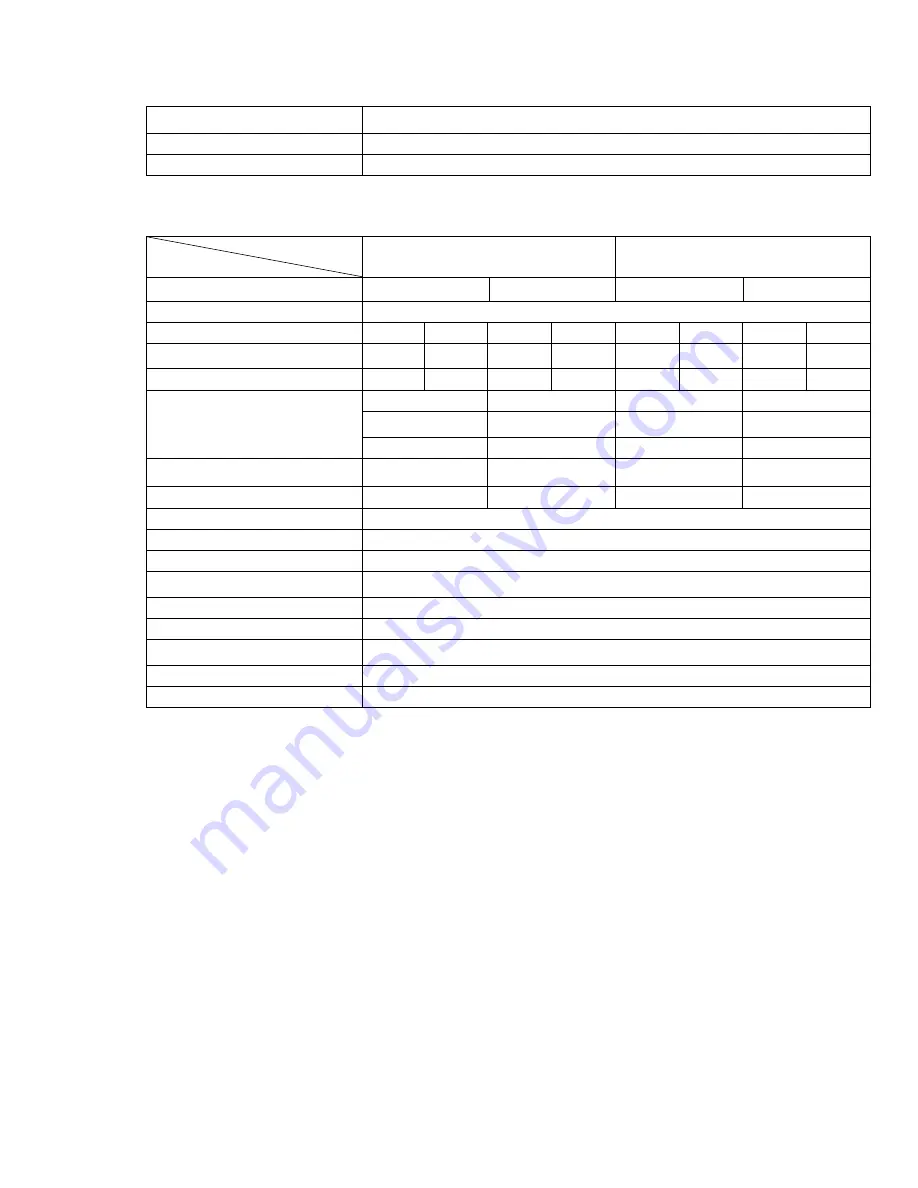
Models
Parameters
RONCHWELD 200 ARC DV
ARC 220 LT DV
Power Supply Voltage (V)
1-110V±10%
1-220V±10%
1-110V±10%
1-220V±10%
Frequency (HZ)
50/60
MMA
TIG
MMA
TIG
MMA
TIG
MMA
TIG
Rated input current (A)
51
33.5
45
31
51
33.5
51
37
Rated input power (KW)
3.8
2.4
6.6
4.5
3.8
2.4
7.2
5.2
Duty cycle (40
℃
10 min)
30% 120A
30% 200A
15% 120A
25% 180A
60% 85A
60% 145A
60% 60A
60% 120A
100% 70A
100% 110A
100% 50A
100% 90A
Welding Current Range (A)
10-120
10-200
10-120
10-220
No Load Voltage (V)
88
24
88
24
Efficiency (%)
≥80%
Power Factor
0.65
Insulation class
H
Protection class
IP23
Cooling
AF
Net Weight (kg)
4.0
Dimensions (mm)
290*135*280
Electrode Diameter
ø1.6~ø5.0
Electrode Type
6013, 7018, etc.
Note: The above parameters are subject to change with future machine improvement!
•
2.3. Brief Introduction
ARC series of welding machines adopt the latest Pulse Width Modulation (PWM)
technology and the Insulated Gate Bipolar Transistor (IGBT) power modules. It uses switching
frequencies in the 20KHz-50KHz ranges so as to replace the traditional line-frequency transformer
type welding machines. Thus, machines are characterized with portability, small size, lightweight,
low energy consumption and noise, etc.
ARC series of welding machines has excellent performance: constant current output makes
welding arc more stable; fast dynamic response speed reduces the impact from the arc length
fluctuation to the current; accurate stepless current adjustment and pre-setting function. There
are also some automatic protection functions for under voltage, over current, over heat, etc.
inside the welder, when the problems listed before occurred, the alarm light on the front panel is







































































