


















3.
Adjust Welding parameter
1)
Different wire diameter ,the minimum welding current is different
;
2)
Adjust the current knob , the corresponding welding voltage is changed
automatically
;
3)
When the programmable welding voltage isn’t the perfect for the
operator, the voltage can be changed tinily by adjusted the knob
;
4)
If the operator adjust the wave control knob, the arc characteristics can be
controlled
;
•
4.2.2. TIG mode operation
1.
Press the weld manner key, choose TIG manner and the TIG LED is lighted
;
2.
Press the welding mode key, choose 2T or 4T
;
3.
Adjust the current knob to control the welding current
;
4.
Adjust the down slope knob to control the welding current descend time.
•
4.2.3. MMA mode operation
1.
Press the weld manner key, choose MMA manner and the MMA LED is lighted
;
2.
Adjust the current knob to control the welding current
;
3.
Adjust the welding arc force knob to control the arc force current.
Note: The current display is preset current before welding and is welding current when welding.
The voltage display is real voltage.
Summary of Contents for Ronch Weld 200MP
Page 1: ...SERIES 200MP 250MP MULTIPROCESS ...
Page 11: ...3 Installation ADJUSTMENT 3 1 Parameters Model Parameters MULTIMIG 200 PFC MV ...
Page 16: ...4 OPERATION 4 1 Layout for the front and rear panel ...
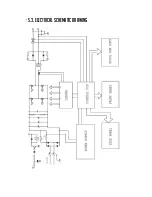
Page 24: ... 5 3 Electrical Schematic drawing ...
Page 25: ...25 200MP 250MP MULTIPROCESS ...







































































