

























Section 02 717 ENGINE
Subsection 04 (BOTTOM END)
TOLERANCE
New parts
ENGINE
MEASUREMENT
Min
Max
Wear limit
MAG
N.A.
N.A.
0.050 mm
(.002 in)
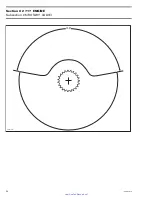
Crankshaft
deflection
PTO
N.A.
N.A.
0.030 mm
(.001 in)
Connecting rod
big end axial play
0.311 mm
(.012 in)
0.677 mm
(.026 in)
1.2 mm
(.047 in)
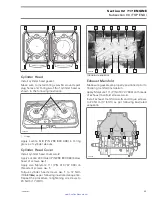
Crankcase
Inspect plane surfaces for warpage. Small defor-
mation can be corrected by grinding surface with
a fine sandpaper. Install sandpaper on a surface
plate and rub part against oiled sand paper.
Bearings
Inspect crankshaft bearings
no. 4
. Check for cor-
rosion, scoring, pitting, chipping or other evidence
of wear. Make sure plastic cage is not melted.
Rotate and make sure they turn smoothly.
ASSEMBLY
Assembly is essentially the reverse of disassem-
bly procedures. However pay particular attention
to the following.
NOTE:
It is recommended to spray injection oil on
all moving parts when reassembling the engine.
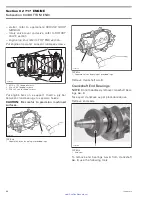
Crankshaft End Bearings
Heat up the bearing(s) using the bearing heater
(P/N 529 035 969). This will expand bearings and
ease installation.
A32CB7A
TYPICAL
CAUTION:
Bearing should not be heated to
more than 80°C (176°F). Do not heat bearing
with direct flame or heat gun or heated oil.
Inappropriate heating procedure(s) may cause
inner seal failure.
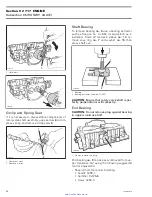
Turn bearing(s) several times during heating
process for heating it (them) properly.
NOTE:
Normally it takes approximately 10 min-
utes to heat up a bearing so in the event of replac-
ing bearing, it's recommended to start the bearing
heating process prior to removal operation. Two
bearings can be heated at the same time on one
bearing heater.
A32CB8A
1
TYPICAL
1. Bearings
smr2005-078
43
www.SeaDooManuals.net







































































