

























Section 02 717 ENGINE
Subsection 03 (TOP END)
A01B1TA
1
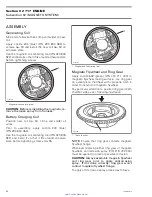
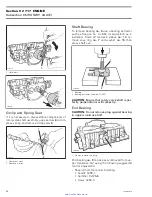
1. Slide this edge
NOTE:
Ring compressor will not fit on oversize
parts.
Make sure to align ring end gap with piston locat-
ing pin. Slide tool over rings.
F01D0ZA
1
1. Ring end gap aligned with piston locating pin
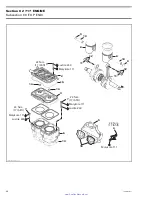
Slide cylinder over piston.
F01D10A
When reassembling cylinders to crankcase, it is
important to have them properly aligned so that
exhaust flanges properly match up with exhaust
manifold
no. 5
.
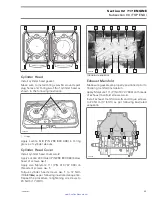
The aligning tool (P/N 420 876 904) or the exhaust
manifold can be used to align cylinders.
F01D44A
1
1. Exhaust flange aligning tool
F01D45A
1
1. Aligning cylinders using exhaust manifold
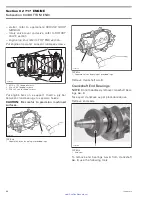
Cylinder Screw
Apply Molykote 111 (P/N 413 707 000) below the
screw head.
Apply also Loctite 243 (blue) (P/N 293 800 060) on
screw threads.
Install and torque screws
no. 7
in a criss-cross
sequence for each cylinder to 24 N•m (17 lbf•ft).
Refer to the following illustration.
34
smr2005-077
www.SeaDooManuals.net







































































