POLSKI
115
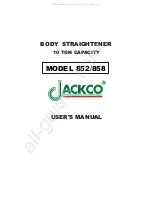
Dotyczy P200B:
W poł
ą
czeniach rura / rura maszyna pracuje z 4 podstawowymi
szcz
ę
kami mocuj
ą
cymi (pozycja zgrzewania A).
W ciasnych poł
ą
czeniach rura / element (pozycja zgrzewania
B), mo
ż
na usun
ąć
czwart
ą
szcz
ę
k
ę
mocuj
ą
c
ą
. W tym celu
nale
ż
y usun
ąć
najpierw
ś
ruby (3) i nieco poluzowa
ć
ś
ruby (5).
Teraz mo
ż
na wyci
ą
gn
ąć
czwart
ą
szcz
ę
k
ę
razem z podstaw
ą
.
Na koniec odkr
ę
ci
ć
elementy dystansowe (4) i zast
ą
pi
ć
je
ś
rubami (3).
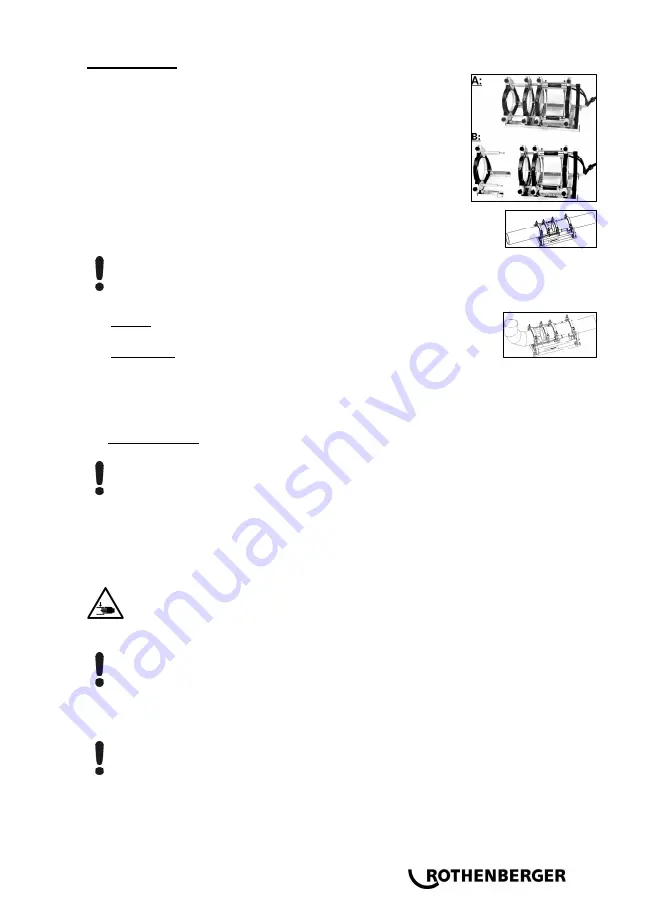
W przypadku poł
ą
cze
ń
pomi
ę
dzy rur
ą
a łukiem rurowym wkładki
redukcyjne nale
ż
y wło
ż
y
ć
w oba lewe elementy mocuj
ą
ce (stan po
dostawie).
Uwaga: Wkładek redukcyjnych nie wolno pod
ż
adnym pozorem montowa
ć
uko
ś
nie!
W ka
ż
dym razie rury b
ę
d
ą
przytrzymywane przez dwa elementy mocuj
ą
ce.
P160B: W przypadku poł
ą
cze
ń
mi
ę
dzy rur
ą
a krztałtk
ą
wkładki re-
dukcyjne nale
ż
y wło
ż
y
ć
w oba
ś
rodkowe elementy mocuj
ą
ce.
P250-355B: W przypadku poł
ą
cze
ń
mi
ę
dzy rur
ą
a krztałtk
ą
wkładki
redukcyjne nale
ż
y wło
ż
y
ć
w oba
ś
rodkowe elementy mocuj
ą
ce i
zamocowa
ć
wyci
ą
gacz elementu grzewczego w lewym elemencie
mocuj
ą
cym. Podczas obróbk niektórych kształtek przy pewnych uło
ż
e-
niach, np. poziomoch łuków, kołnierzy wpawalnych, zalecamy odł
ą
cze-
nie wyci
ą
gacza elementu grzewczego.
P500-630B Plus: W przypadku poł
ą
cze
ń
mi
ę
dzy rur
ą
a kształtk
ą
wkładki redukcyjne nale
ż
y
odwróci
ć
i wło
ż
y
ć
w
ś
rodkowy element mocuj
ą
cy.
Uwaga: Wkładek redukcyjnych nie wolno pod
ż
adnym pozorem montowa
ć
uko
ś
nie!
Rura jest umieszczona w trzech elementach mocuj
ą
cych a kształtka jest przytrzymywana
przez jeden element mocuj
ą
cy. W ten sposób przesuwalny element mocuj
ą
cy mo
ż
na
przesuwa
ć
na prowadnicy w zakresie, jaki umo
ż
liwia ilo
ść
wolnego miejsca podczas moco-
wania i zgrzewania.
Poprzez zsuni
ę
cie cz
ęś
ci obrabianych sprawdzi
ć
, czy s
ą
one pewnie osadzone w narz
ę
dziu
mocuj
ą
cym.
Zachowa
ć
bezpieczny odst
ę
p od maszyny i nie si
ę
ga
ć
do maszyny. Inne osoby musz
ą
znajdowa
ć
si
ę
z dala od obszaru pracy maszyny!
Nale
ż
y równie
ż
skontrolowa
ć
, czy element grzewczy osi
ą
gn
ą
ł wymagan
ą
temperatur
ę
ro-
bocz
ą
.
UWAGA!!! Aby zapewni
ć
równomierne rozło
ż
enie ciepła na całym elemencie grzewczym,
elementu grzewczego nale
ż
y u
ż
ywa
ć
nie wcze
ś
niej ni
ż
10 minut po osi
ą
gni
ę
ciu
żą
danej
temperatury roboczej. Nast
ę
pnie sprawdzi
ć
temperatur
ę
przy pomocy urz
ą
dzenia pomi-
arowego i w razie potrzeby skorygowa
ć
!
Elektryczn
ą
głowic
ę
frezuj
ą
c
ą
osadzi
ć
pomi
ę
dzy przeznaczone do zgrzewania cz
ęś
ci obra-
biane.
P500-630B Plus: Sprawdzi
ć
kierunek obrotu! Urz
ą
dzenie jest fabrycznie podł
ą
czone
prawoskr
ę
tnie!
Frezow
ą
wło
ż
y
ć
wł
ą
czy
ć
. Tarcze strugarskie musz
ą
si
ę
porusza
ć
w kierunku ci
ę
cia. Je
ż
eli
tak nie jest, to nale
ż
y przy pomocy odpowiedniego narz
ę
dzia przeł
ą
czy
ć
nawrotnik fazowy
we wtyczce sieciowej.
Summary of Contents for 055180H
Page 159: ...NOTES ...