MAGYAR
137
Gyári beállítás:
Menü „CFG“
„S.tu“
0
„h.Pb“
1.0
„h.lt“
0.68
„h.dt“
0.17
„h.P.H“ 100
„rst“
0
„P.rE“
0
„SoF“
0
„Lb.t“
0
„Lb.P“
25
„FA.P“
0
Menü „InP“
„Ctr“
8
„tYP“
16
„FLt“
0.1
„FLd“
0.5
„dP.S.“ 0
„Lo.S“
0
„HI.S“
300
„oFS“
xx
„HI.A“
0
„Lo.L“
0
„HI.L“
280
Menü „Out“
„AL.n“
0
„r.o.1“
0
„r.o.2“
0
„Ct.1“
20
„Ct.2“
20
„rEL.“
0
Menü „PAS“
„Prot“
32
Megjegyzés: Az automatikus hangolási funkció által az adatok a CFG alatt enyhén eltérhetnek.
Ha nagyobb szabályozási ingadozások lépnek fel, akkor az automatikus hangolási funk-
ciót hideg f
ű
t
ő
elem esetén lehet aktiválni. (A CFG menüben az „S.tu“ pontot 2-re állítani; a
0-ra történ
ő
visszaállítás automatikusan bekövetkezik).
A maróberendezés és f
ű
t
ő
elem emeléséhez 53410 vagy 53323 típusjeli emel
ő
szerkezetet vagy
megfelel
ő
szerszámot kell használni.
3.2.2 Intézkedések a hegesztés el
ő
készítéséhez
A csöveknél, amelyek kisebbek, mint a géppel maximálisan hegeszthet
ő
átmér
ő
, fel kell
szerelni a redukciós betéteket a feldolgozandó cs
ő
átmér
ő
re a tartozékokban található im-
buszkulccsal.
ROWELD P200B: Ø63-140mm: 6 széles feszít
ő
felület
ű
félhéjból és 2 keskeny feszít
ő
felület
ű
félhéjból áll. Ø160-180mm: 8 széles feszít
ő
felület
ű
félhéjból áll.
ROWELD P160-355B: 6 széles feszít
ő
felület
ű
félhéjból és 2 keskeny feszít
ő
felület
ű
félhéjból
áll.
ROWELD P500-630B Plus: 450 mm-es átmér
ő
ig 6 széles feszít
ő
felület
ű
félhéjból és 2 keskeny
feszít
ő
felület
ű
félhéjból áll, 500 mm-t
ő
l 8 széles feszít
ő
felület
ű
félhéjból áll.
Ennél arra kell ügyelni, hogy a félhéjak a keskeny feszít
ő
felülettel a két küls
ő
alsó alapfeszít
ő
elembe kerüljenek behelyezésre. Csak cs
ő
-/cs
ő
ívkötéseknél helyezhet
ő
k be ezek az alsó és
fels
ő
bal alap feszít
ő
elembe.
A hegesztend
ő
m
ű
anyag csöveket vagy formadarabokat helyezze be a feszít
ő
beren-
dezésbe (hosszabb <2,5m csövek esetén görg
ő
s bakokat kell alkalmazni) és a sárgaréz
anyákat meg kell húzni a fels
ő
feszít
ő
szerszámon. A csövek nem kerekségét a sárgaréz
anyák meghúzásával vagy lazításával lehet kiegyenlíteni.
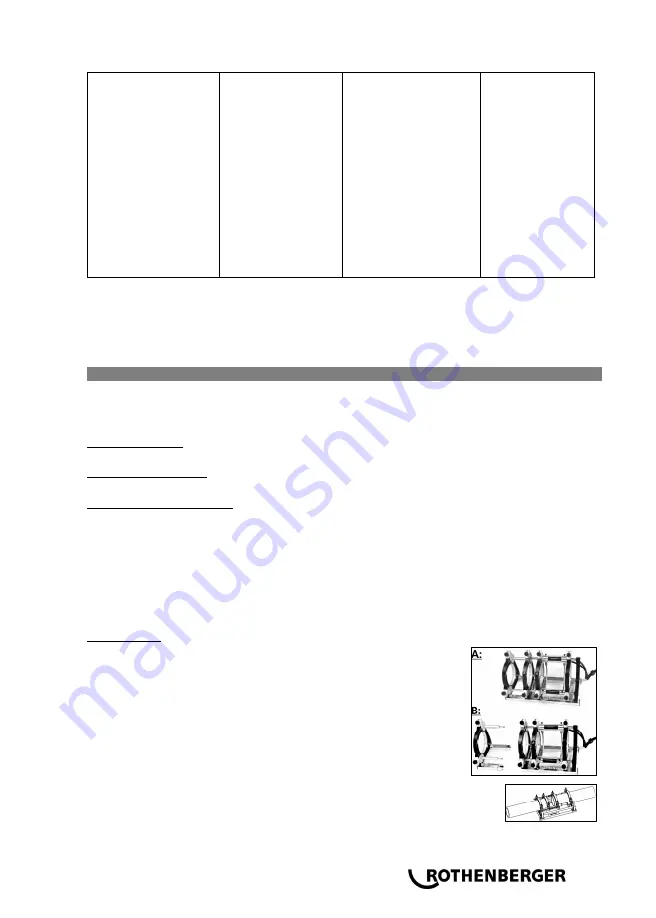
A P200B nél:
Cs
ő
- / cs
ő
kötéseknél a gépet 4 darab alapkivitel
ű
szorítópofával üzemeltetjük (A hegesztési helyzet).
Szük cs
ő
- / szerelvény kötéseknél (B hegesztési helyzet) el
lehet távolítani a 4. alapkivitel
ű
szorítópofát. Ehhez el
ő
ször el-
távoltjuk a (3) csavarokat és kissé meglazítjuk az (5) csavaro-
kat. Ekkor le lehet húzni a 4. pofát alépítményestül. Végül lecs-
avarjuk a (4) távtartó darabokat és a helyükre a (3) csavarokat
csavarjuk be.
A cs
ő
-/cs
ő
ívkötéseknél a távtartókat a bal feszít
ő
elemek között kell
elhelyezni (szállítási állapot).
Summary of Contents for 055180H
Page 159: ...NOTES ...