




















150
P
У
CCK
ИЙ
«
труба
/
колено
трубы
»
они
вставляются
в
левый
основной
зажимный
элемент
снизу
и
сверху
.
Вложить
обе
подлежащие
сварке
пластиковые
трубы
или
фасонные
детали
в
зажимное
устройство
(
под
трубы
длиннее
2,5
необходимо
поставить
роликоопоры
)
и
затянуть
латунные
гайки
на
верхних
зажимных
инструментах
.
Неровности
трубы
можно
выровнять
путем
затяжки
или
ослабления
латунных
гаек
.
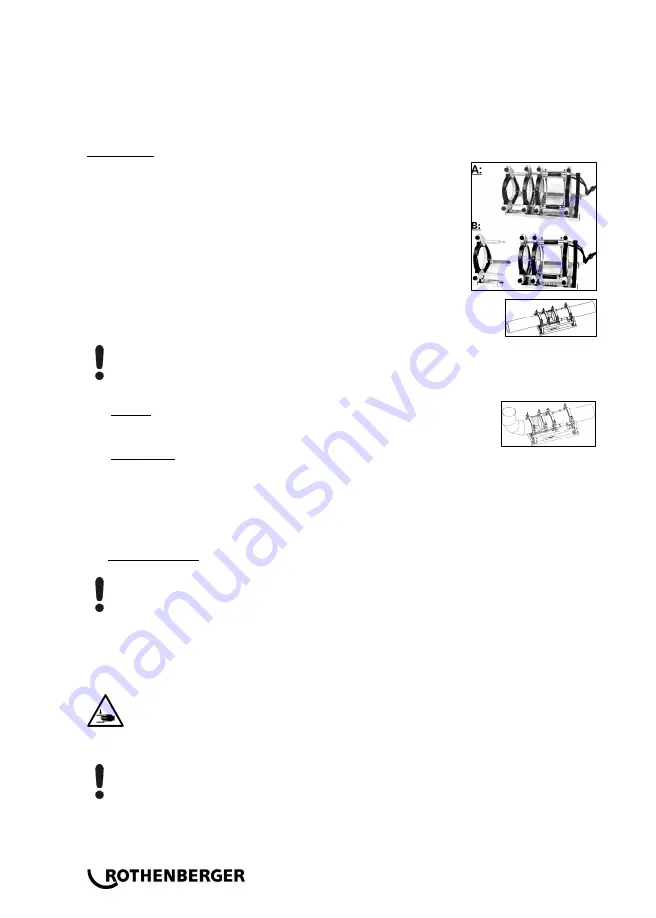
Для
P200B:
Для
трубы
/
трубы
-
соединения
машину
работает
с
4-
х
основных
челюстей
(
положение
сварки
A).
При
соединениях
«
труба
/
фитинг
» (
положение
сварки
B),
основной
челюсти
4
быть
удалены
.
Для
этого
винты
(6)
снимают
в
первую
очередь
и
болты
(8)
слегка
ослаблены
.
Теперь
4
челюсти
включая
подструктуры
вычитаются
.
Наконец
,
Подложка
(7)
отвинтить
и
винты
(6)
заменена
.
При
соединениях
«
труба
/
труба
»
в
оба
левых
зажимных
элемента
необходимо
вставить
подложки
до
слышимой
фиксации
(
условие
поставки
).
Внимание
!
Подложки
нельзя
монтировать
с
диагональным
смещением
!
Трубы
удерживаются
двумя
зажимными
элементами
.
P160B:
При
соединениях
«
труба
/
фитинг
»
в
оба
центральных
зажимных
элемента
необходимо
вставить
распорки
до
слышимой
фиксации
.
P250-355B:
При
соединениях
«
труба
/
фасонная
деталь
»
в
оба
средних
зажимных
элемента
необходимо
до
слышимой
фиксации
вставить
подложки
и
вытягивающее
устройство
нагревательного
элемента
подвесить
в
левые
зажимные
элементы
.
При
обработке
фасонной
детали
в
определенном
положении
,
например
,
горизонтальной
дуги
или
привариваемого
торца
,
необходимо
удалять
вытягивающее
устройство
нагревательного
элемента
.
P500-630B Plus:
При
соединении
«
труба
/
фасонная
деталь
»
необходимо
вставить
подложки
в
перевернутом
виде
в
средний
зажимный
элемент
до
слышимой
фиксации
.
Внимание
!
Подложки
нельзя
монтировать
с
диагональным
смещением
!
Труба
вкладывается
в
три
зажимных
элемента
,
а
фасонная
деталь
удерживается
только
одним
.
При
этом
смещаемый
зажимный
элемент
можно
переместить
на
штанге
в
соответствии
с
требованиями
к
свободному
пространству
при
зажатии
и
сварке
.
Свести
заготовки
,
чтобы
проверить
,
прочно
ли
они
закреплены
в
зажимном
инструменте
.
Соблюдать
безопасное
расстояние
до
машины
,
не
становиться
на
нее
и
не
вставлять
в
нее
конечности
.
Не
позволять
посторонним
лицам
входить
в
рабочую
зону
!
Также
необходимо
проверить
,
достиг
ли
нагревательный
элемент
рабочей
температуры
.
Важно
помнить
!!!
Чтобы
обеспечить
равномерное
распределение
тепла
по
всему
нагревательному
элементу
,
его
разрешается
использовать
не
ранее
чем
через
10
минут
после
достижения
заданной
температуры
.
Проверить
температуру
с
помощью
измерительного
прибора
и
при
необходимости
отрегулировать
!
Установить
электрическое
фрезерного
устройство
между
свариваемыми
деталями
.
Summary of Contents for 055180H
Page 159: ...NOTES ...







































































