68
NEDERLANDS
Fabrieksinstelling:
Menü „CFG“
„S.tu“
0
„h.Pb“
1.0
„h.lt“
0.68
„h.dt“
0.17
„h.P.H“ 100
„rst“
0
„P.rE“
0
„SoF“
0
„Lb.t“
0
„Lb.P“
25
„FA.P“
0
Menü „InP“
„Ctr“
8
„tYP“
16
„FLt“
0.1
„FLd“
0.5
„dP.S.“ 0
„Lo.S“
0
„HI.S“
300
„oFS“
xx
„HI.A“
0
„Lo.L“
0
„HI.L“
280
Menü „Out“
„AL.n“
0
„r.o.1“
0
„r.o.2“
0
„Ct.1“
20
„Ct.2“
20
„rEL.“
0
Menü „PAS“
„Prot“
32
Opm.: Door de Autotuning-functie kunnen de gegevens onder CFG licht afwijken. Mochten gro-
tere regelschommelingen optreden, dan kan de Autotuning-functie bij een koud verwar-
mingselement worden geactiveerd (in het menu CFG het punt „S.tu“ op 2 instellen; de te-
rugzetting op 0 gebeurt automatisch).
Gebruik om de frees en het verwarmingselement uit te nemen uitneemgereedschap 53410 resp.
53323 of ander geschikt gereedschap.
3.2.2 Voorbereidende maatregelen voor de lasbewerking
Bij buizen die kleiner zijn dan de max. te lassen diameter van de machine moeten de reduc-
tie-inzetstukken van de te verwerken pijpdiameter worden gemonteerd met behulp van de
als toebehoren bijgeleverde inbusschroeven.
ROWELD P200B: Ø63-140mm: telkens 6 halve schalen met brede en 2 halve schalen met
smalle spanvlakken. Ø160-180mm: telkens 8 halve schalen met brede spanvlakken.
ROWELD P160-355B: telkens 6 halve schalen met brede en 2 halve schalen met smalle span-
vlakken.
ROWELD P500-630B Plus: tot diameter 450 mm telkens 6 halve schalen met brede en 2 halve
schalen met smalle spanvlakken, vanaf 500mm 8 halve schalen met brede spanvlakken.
Hierbij moet men erop letten dat de halve schalen met de smalle spanvlakken in de beide bui-
tenste onderste basisspanelementen moeten worden ingezet. Alleen bij verbindingen tussen
pijp/pijpbochtstuk worden deze onder en boven in het linker basisspanelement geplaatst.
De te lassen kunststof buizen of vormstukken in de spaninrichting leggen (bij langere buizen
< 2,5m moeten rolbokken worden gebruikt) en de messing moeren aan de bovenste span-
werktuigen aandraaien. Onrondheden van de buizen kunnen worden gecompenseerd door
de messing moeren aan of los te draaien.
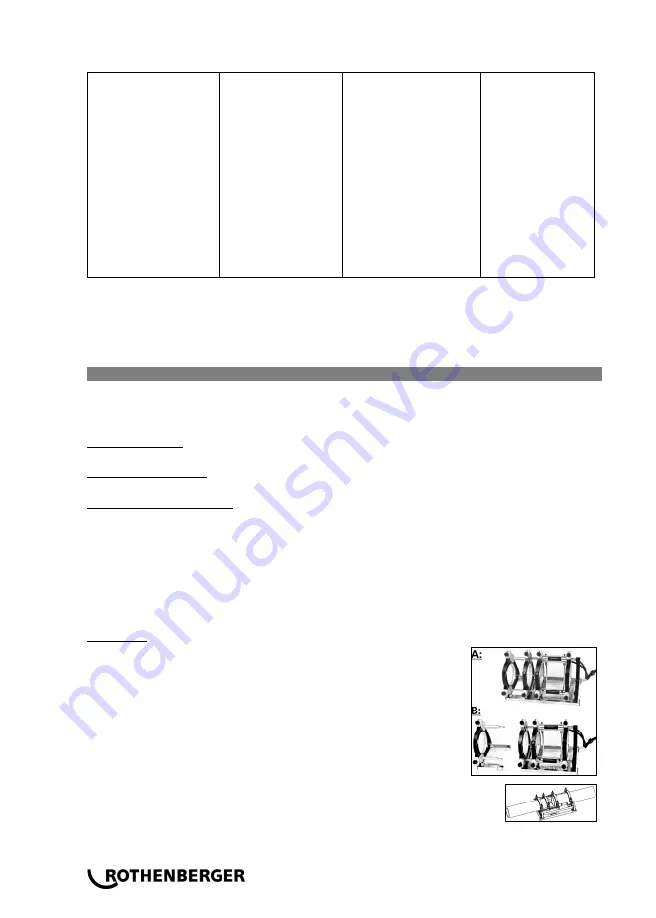
Bij P200B:
Bij pijp-pijpverbindingen wordt de machine met 4 basiscontact-
wangen uitgerust (laspositie A).
Bij nauwe pijp-koppelstukverbindingen (laspositie B), kan de 4e
basiscontactwang worden verwijderd. Hiervoor worden eerst de
schroeven (3) verwijderd en de schroeven (5) een beetje losge-
draaid. Nu kan de 4e contactwang samen met het basisstuk
worden afgetrokken. Als laatste worden de afstandsstukken (4)
afgeschroefd en door de schroeven (3) vervangen.
Bij pijp/pijpverbindingen moeten de afstandhouders in de beide linker
spanelementen bevestigd worden (fabrieksinstelling).
Summary of Contents for 055180H
Page 159: ...NOTES ...