
























8
DEUTSCH
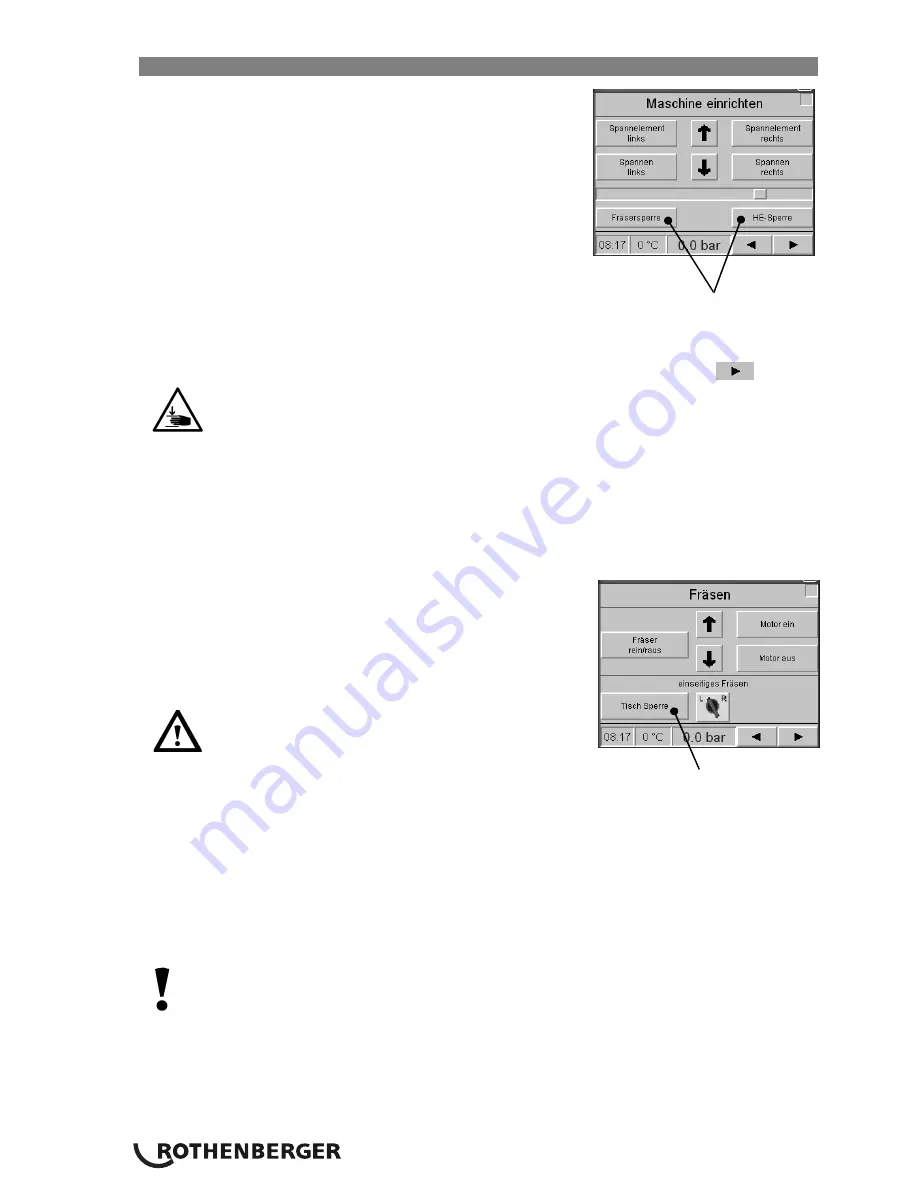
3.3.3 Maßnahmen zur Vorbereitung der Schweißung
Spannelemente durch Drücken der Tasten
„Spannelement links“ bzw. „Spannelement rechts“
und Aufwärts-Pfeil oder Ziehen des Steuerhebels (
Pos.
4
) öffnen.
Bei Rohren kleiner als 630mm; die Spanneinsätze des
zu verarbeitenden Rohrdurchmessers in die
Grundspannwerkzeuge montieren und mit den Splinten
sichern.
Die zu verschweißenden Kunststoffrohre oder
Formstücke in die Spannvorrichtung einlegen,
Spannelemente durch Drücken der Tasten
„Spannelement links“ bzw. „Spannelement rechts“
und Abwärts-Pfeil oder durch Ziehen des Steuerhebels
schließen.
Messingmuttern an den Spannwerkzeugen festziehen, und die Taste „weiter“
drücken.
Quetschgefahr! Beim Zusammenfahren der Spannwerkzeuge und Rohre
grundsätzlich sicheren Abstand zur Maschine halten!
Hierbei sollten die Rohre so eingespannt werden, dass die Fräseinrichtung problemlos
eingeschwenkt werden kann und die Rohre ungefähr im gleichen Abstand über die
Grundspannelemente hinausragen. Zum Spannen von Formstücken kann ein Spannwerkzeug
für Fittings (Zubehör) gegen ein Grundspannelement ausgetauscht werden.
Die Umschaltung (
Pos. 6
) auf das Symbol „Schweißen“ stellen, und durch Ziehen des
Steuerhebels (
Pos. 4
) nach rechts die Rohrenden mit entsprechendem Druck (Fügedruck)
zusammenfahren und prüfen, ob die Rohre im Spannwerkzeug festsitzen.
Tische wieder in die äußerste Position auseinanderfahren.
Fräser durch Drücken der Tasten „Fräser Rein/Raus“ und
Abwärts-Pfeil oder Ziehen des Steuerhebels einfahren.
Durch Drücken des oberen Knopfes am Steuerhebel
während dem Fahren, kann die Einfahren- sowie
Ausfahren Funktion arretiert werden.
Verletzungsgefahr! Während der
Inbetriebnahme der Fräseinrichtung nicht in die
laufenden Messer greifen. Die Funktionsfähigkeit
des Sicherheitsschalters in der Fräseinrichtung
muss jederzeit gewährleistet sein, um ein
unbeabsichtigtes Anlaufen außerhalb der
Maschine zu vermeiden!
Die Umschaltung (
Pos. 6
) für die Druckeinstellung auf das Symbol „Fräsen“ stellen,
Fräsermotor durch Druck auf die Taste „Motor ein“ einschalten.
Durch Ziehen des Steuerhebels nach rechts die Rohrenden gefühlvoll gegen die rotierenden
Messer der Fräseinrichtung fahren.
Der Anpressdruck lässt sich stufenlos am Druckeinstellventil für Fräsen (
Pos. 5
) einstellen.
Er
sollte 15-20 bar nicht übersteigen
.
Hinweis: Druck arretieren!
Nachdem der Fräsdruck eingestellt ist, kann der Druck durch Drücken der Taste auf dem
Steuerhebel arretiert werden.
Die Richtungsanzeige blinkt nach dem Aktivieren der Arretierung. Die Arretierung kann
durch Drücken der Taste auf dem Steuerhebel oder durch Ziehen des Steuerhebels in eine
siehe Pkt. 3.3.7
siehe Pkt. 3.3.7







































































