


























10
DEUTSCH
Die Werkstückenden durch Ziehen des Steuerhebels nach
rechts zusammenfahren und Druck durch Drehen des
Druckeinstellventils Schweißen (
Pos.7
) auf Angleichdruck
einstellen und Druck arretieren.
Wurde die geforderte Wulsthöhe aufgebaut, den Druck
auf entsprechenden Durchwärmdruck herunter regeln
oder Druckarretierung lösen und die Taste
(„weiter“) drücken
Hierbei ist darauf zu achten, dass die Werkstückenden
nicht den Kontakt zum Heizelement verlieren.
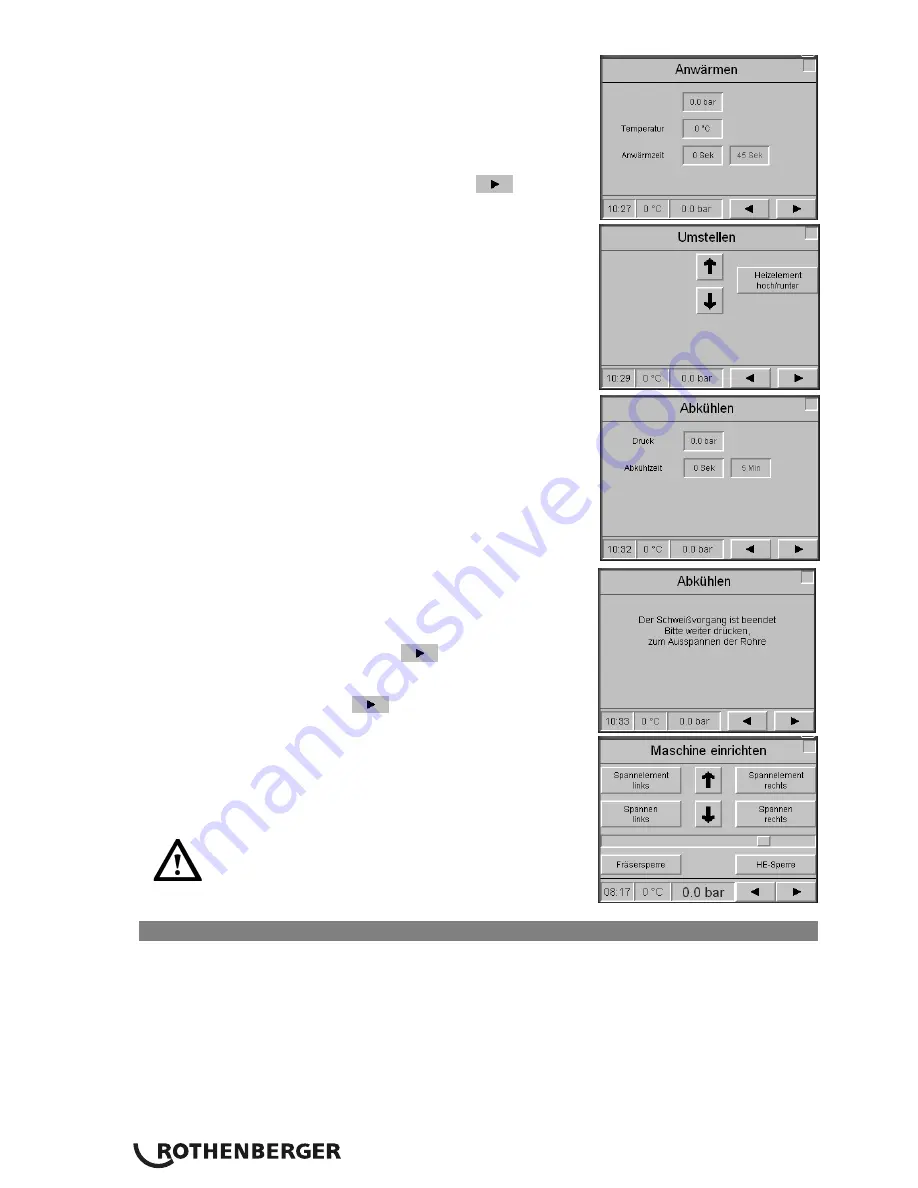
Nachdem die entsprechende Durchwärmzeit erreicht ist,
werden die Rohre mit dem Steuerhebel (Implus)
auseinander gefahren. Automatisch erscheint das Bild
„Umstellen“
Die beiden Tische fahren, unabhängig voneinander ca.
10mm vom Heizelement weg.
Das Heizelement fährt automatisch im Eilgang in die
Endlage zurück
Jetzt können durch Ziehen des Steuerhebels nach rechts
die Rohrenden wieder zusammen gefahren werden. Es
erscheint automatisch das Bild „Abkühlen“.
Der Druck ist linear auf den entsprechenden Fügedruck zu
steigern und die Druckarretierung ist zu aktivieren. Jetzt läuft
die Abkühlzeit, der Druck muss überwacht und
gegebenenfalls am Druckeinstellventil Schweißen (
Pos. 7
)
nachgeregelt werden.
Nach Erreichen der Sollzeit die Druckarretierung lösen
(Druck entlasten) und die Taste
(„weiter“) drücken.
Nach Drücken der Taste
(„weiter“) Taste erscheint
die Maske „Maschine einrichten“.
Messingmuttern an den Grundspannelementen lösen und
wegschwenken. Spannelemente öffnen, Rohre entnehmen,
Maschine auseinander fahren. Ein neuer Arbeitszyklus kann
beginnen
ACHTUNG: Je nach Position und Winkel der
Grundspannwerkzeuge darauf achten, dass beim
Öffnen weder Fräser noch Heizelement beschädigt
werden!
3.3.5 Herstellung von Segmentbögen
315 - 630 mm
Die drei Schrauben am Fuß des Grundspannwerkzeuges lösen, Werkzeug um die
gewünschte Gradzahl drehen und Schrauben wieder festdrehen.
Rohre auf die gewünschte Gehrung sägen und in die Grundspannwerkzeuge spannen.
Beim Fräsen der Rohrenden darauf achten, dass die Rohre mittig auf die Fräserscheiben
treffen. Einstellungsmöglichkeit besteht durch Verschieben der Grundspannwerkzeuge in den
Führungen der Tische.
Dem Rohrbogen entsprechende Drucktabelle verwenden (15°, 30°…)






































































