
























8
DEUTSCH
zeigt. Jetzt kann die Solltemperatur im Bereich von 0-300°C mit den Pfeiltasten verändert
werden.
Werden keine weiteren Tasten gedrückt, zeigt die Anzeige wieder die Ist-Temperatur, der Regler
stellt automatisch die neugewählte Temperatur ein. Solange die Ist-Temperatur geringer ist, als
die eingestellte Solltemperatur blinkt der rote Pfeil (low). Ist die Ist-Temperatur größer blinkt der
rote Pfeil (high). Entspricht der eingestellte Sollwert dem Istwert, leuchtet der grüne Balken. Sollte
die tatsächliche Oberflächentemperatur am Heizelement nicht dem angezeigten Istwert
entsprechen, so kann ein „Offset“ eingegeben werden. Dazu
F
Taste gedrückt halten, bis
„InP“ im Display erscheint (ca.7sek);
F
Taste loslassen. Danach
F
Taste so oft tippen, bis
„oFS“ erscheint. Diesen Wert dann entsprechend anpassen. Zum Abschließen der Änderung
F
Taste so lange drücken, bis der Istwert wieder angezeigt wird
Achtung ! Alle anderen Parameter sollten nicht verändert werden!
Werkseinstellung:
Menü „CFG“
„S.tu“ 0
„h.Pb“ 1.0
„h.lt“
0.68
„h.dt“ 0.17
„h.P.H“ 100
„rst“
0
„P.rE“ 0
„SoF“ 0
„Lb.t“ 0
„Lb.P“ 25
„FA.P“ 0
Menü „InP“
„Ctr“
8
„tYP“
16
„FLt“
0.1
„FLd“
0.5
„dP.S.“ 0
„Lo.S“ 0
„HI.S“ 300
„oFS“ xx
„HI.A“ 0
„Lo.L“ 0
„HI.L“ 280
Menü „Out“
„AL.n“ 0
„r.o.1“ 0
„r.o.2“ 0
„Ct.1“ 20
„Ct.2“ 20
„rEL.“ 0
Menü „PAS“
„Prot“ 32
Bem:
Durch die Autotuning-Funktion können die Angaben unter CFG geringfügig abweichen.
Sollten
größere Regelschwingungen auftreten, so kann die Autotuning-Funktion bei kaltem Heizelement
aktiviert werden (Im Menü CFG den Punkt „S.tu“ auf 2 einstellen; Rückstellung auf 0 erfolgt
automatisch).
Zum Heben von Fräseinrichtung und Heizelement die Aushebevorrichtung 53410 bzw. 53323
oder geeignetes Werkzeug benutzen.
3.2.2 Maßnahmen zur Vorbereitung der Schweißung
Bei Rohren die kleiner sind als der max. zu verschweißende Durchmesser der Maschine sind
die Reduktionseinsätze des zu verarbeitenden Rohrdurchmessers mit den im Zubehör
befindlichen Sechskantschrauben zu montieren.
Der Satz besteht aus je 6 Halbschalen mit breiter und 2 Halbschalen mit schmaler
Spannfläche.
Hierbei ist zu beachten, dass die Halbschalen mit der schmalen Spannfläche in die beiden
äußeren unteren Grundspannelemente einzusetzen sind. Nur bei Rohr / Rohrbogen-
Verbindung werden diese in das linke Grundspannelement unten und oben eingesetzt.
Die zu verschweißenden Kunststoffrohre oder Formstücke in die Spannvorrichtung einlegen
(bei längeren Rohren über 2,5m müssen Rollenböcke verwendet werden) und die
Messingmuttern an den oberen Spannwerkzeugen festziehen. Unrundheiten der Rohre
können durch Festziehen oder Lösen der Messingmuttern ausgeglichen werden.
Bei Rohr / Rohr – Verbindungen müssen die Distanzstücke in die
beiden linken Spannelemente eingerastet sein (Lieferzustand).
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
Die Rohre werden jeweils von zwei Spannelementen gehalten.
Summary of Contents for ROWELD P 800 B
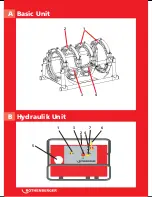
Page 2: ...A Basic Unit B Hydraulik Unit 2 1 3 4 1 2 3 7 4 5 6 ...
Page 49: ...47 Notes ...
Page 50: ...48 Notes ...
Page 51: ...49 Notes ...







































































