
























DEUTSCH
9
Bei Rohr / Fitting – Verbindungen müssen die Distanzstücke
umgeschwenkt und in das mittlere Spannelement eingerastet
werden.
Achtung: Die Distanzstücke dürfen auf keinen Fall
diagonal versetzt montiert werden!
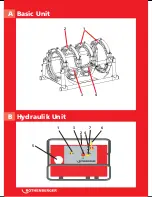
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement
gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben
werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
Durch das Zusammenfahren der Werkstücke prüfen, ob diese im Spannwerkzeug festsitzen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder
greifen. Halten sie andere Personen vom Arbeitsbereich fern.
Ebenfalls ist zu prüfen, ob das Heizelement seine Betriebstemperatur erreicht hat.
Bitte beachten!!!
Um eine gleichmäßige Wärmeverteilung über das gesamte Heizelement
zu gewährleisten, darf das Heizelement frühestens 10 Minuten nach Erreichen der
Solltemperatur eingesetzt werden. Die Temperatur mittels eines Messgerätes überprüfen und
gegebenenfalls nachregeln!
Die elektrische Fräseinrichtung zwischen die zu verschweißenden Werkstücke einsetzen.
Drehrichtungen prüfen! Werkseitig sind die Maschinen rechtsdrehend angeklemmt.
Fräseinrichtung einschalten. Die Hobelscheiben müssen in Schneidrichtung laufen, ansonsten
den Phasenwender am Netzstecker mit geeignetem Werkzeug umschalten.
Verletzungsgefahr! Während des Betriebes der Fräseinrichtung sicheren Abstand
zur Maschine halten und nicht in die rotierenden Messer greifen. Fräser nur im
eingesetzten Zustand (Arbeitsposition) betätigen und anschließend in den dafür
vorgesehenen Einstellkasten zurücksetzen. Die Funktionsfähigkeit des
Sicherheitsschalters in der Fräseinrichtung muss jederzeit gewährleistet sein, um
ein unbeabsichtigtes Anlaufen außerhalb der Maschine zu vermeiden.
Das Druckeinstellventil entgegen dem Uhrzeigersinn ganz heraus drehen.
Den Steuerhebel drücken und den Fräsdruck langsam bis auf den optimalen Wert (max.
20bar) erhöhen.
Zu hoher Fräsdruck kann zur Überhitzung und Beschädigung des Fräserantriebes
führen. Bei Überlastung bzw. Stillstand des Fräserantriebes die Maschine
auffahren und den Druck reduzieren.
Nachdem der Hobelspan mit einer Spandicke < = 0,2mm ununterbrochen aus dem Fräser
austritt, den Steuerhebel ziehen und die Maschine auseinanderfahren.
Fräseinrichtung ausschalten, warten bis die Hobelscheiben still stehen. Fräseinrichtung aus der
Grundmaschine entnehmen und in den Einstellkasten absetzen.
Werkstücke zusammen fahren, Druck durch Ziehen des Druckentlastungsventils ablassen.
Prüfen, ob die Schweißflächen plan, parallel und axial fluchtend sind.
Ist dieses nicht der Fall, muss der Fräsvorgang wiederholt werden. Der axiale Versatz zwischen
den Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max.
Spalt zwischen den Planflächen nicht größer als 1,0mm sein. Mit einem sauberen Werkzeug
(z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.
Bitte beachten!
Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit
den Händen berührt werden und müssen frei von jeglicher Verschmutzung sein!
Summary of Contents for ROWELD P 800 B
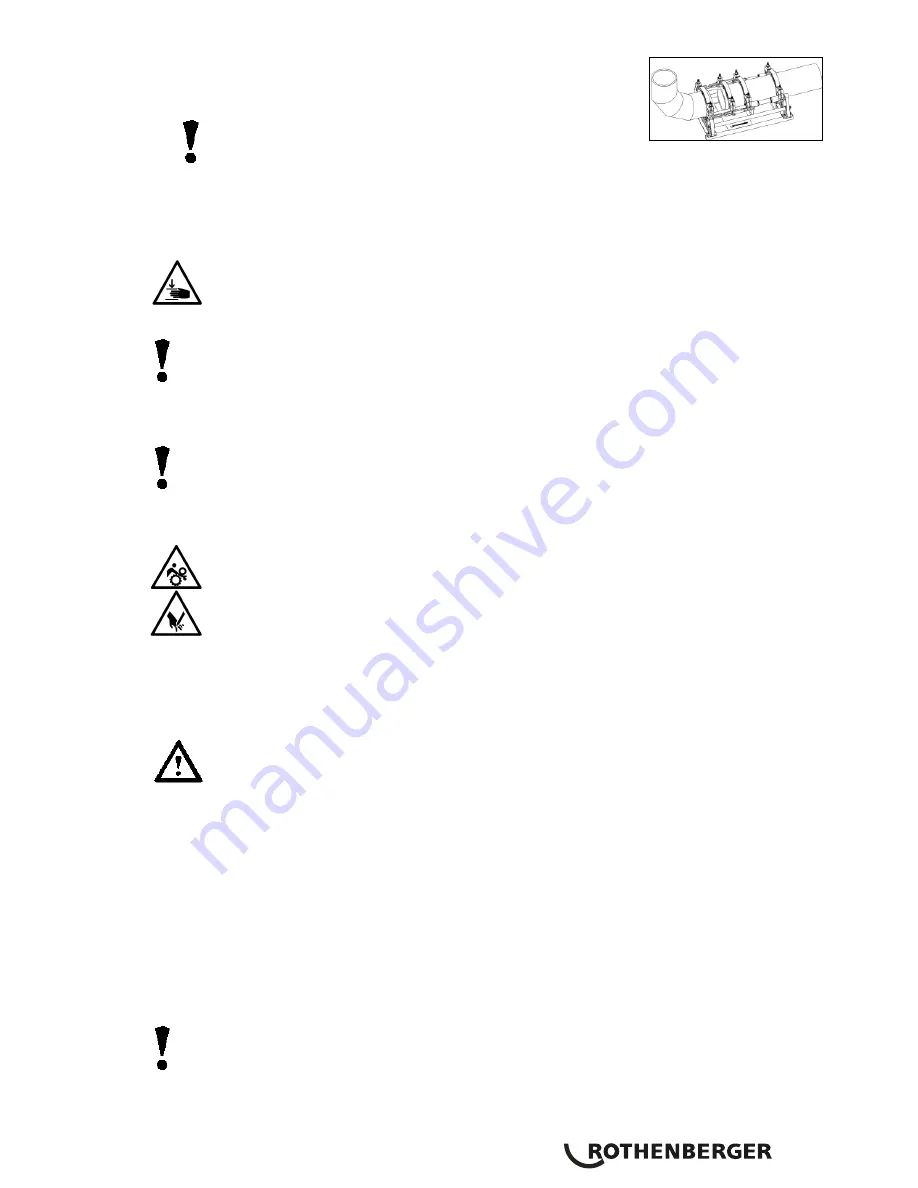
Page 2: ...A Basic Unit B Hydraulik Unit 2 1 3 4 1 2 3 7 4 5 6 ...
Page 49: ...47 Notes ...
Page 50: ...48 Notes ...
Page 51: ...49 Notes ...







































































