


























DEUTSCH
11
3.3
Allgemeine Anforderungen
Da Witterung - und Umgebungseinflüsse die Schweißung entscheidend beeinflussen, sind
unbedingt die entsprechenden Vorgaben in den DVS - Richtlinien 2207 Teil 1, 11 und 15
einzuhalten. Außerhalb Deutschlands gelten die entsprechenden nationalen Richtlinien.
(Die Schweißarbeiten sind ständig und sorgfältig zu überwachen!)
3.4
Wichtige Hinweise zu den Schweißparametern
Alle erforderlichen Schweißparameter wie Temperatur, Druck und Zeit sind den DVS - Richtlinien
2207 Teil 1, 11 und 15 zu entnehmen. Außerhalb Deutschlands gelten die entsprechenden
nationalen Richtlinien.
Bezug
: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Im Einzelfall sind unbedingt die materialspezifischen Bearbeitungsparameter der Rohrhersteller
einzuholen.
Die in beigefügten Schweißtabellen genannten Schweißparameter sind Anhaltswerte, für die die
Firma ROTHENBERGER keine Gewähr übernimmt!
Die in den Schweißtabellen angegebenen Werte für den Angleich - und Fügedruck wurden nach
folgender Formel berechnet:
Schweißdruck
P [bar] =
Schweißfläche
A [mm²] x
Schweißfaktor
SF [N/mm²]
Zylinderfläche
Az [cm²] x 10
Schweißfaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm²
(Die Gesamtzylinderfläche der
ROWELD P 800 B
beträgt 23, 56 cm²)
4
Pflege und Wartung
Zur Erhaltung der Funktionsfähigkeit der Maschine sind folgende Punkte zu beachten:
Die Führungsstangen müssen frei von Schmutz gehalten werden. Bei Beschädigungen an der
Oberfläche sind die Führungsstangen auszutauschen, da dies evtl. zu Druckverlust führen
kann.
Fräseinrichtung, Heizelement und Hydraulikaggregat dürfen nur mit der auf dem Typenschild
angegebenen Spannung betrieben werden.
Um einwandfreie Schweißergebnisse zu erhalten, ist es notwendig, das Heizelement sauber
zuhalten. Bei Beschädigungen der Oberfläche muss das Heizelement neu beschichtet bzw.
ausgetauscht werden. Materialrückstände auf dem Heizspiegel vermindern die Antihafteigen-
schaften und sollten mit einem nicht fasernden Papier und Spiritus (nur bei kaltem
Heizelement!) entfernt werden.
Der Ölstand des Hydraulikaggregates ist vor jeder Inbetriebnahme zu prüfen (der Ölstand
sollte zwischen den min- und max- Markierungen liegen). Gegebenenfalls ist Hydraulik - Öl
(HLP – 46, Art. Nr.: 53649) nachzufüllen.
Das Hydraulik - Öl (HLP – 46, Art. Nr.: 53649) ist alle 6 Monate zu wechseln.
Um Funktionsstörungen zu vermeiden, ist das Hydraulikaggregat regelmäßig auf Dichtheit,
festen Sitz der Verschraubungen sowie einwandfreien Zustand des Elektrokabels zu
überprüfen.
Die Hydraulikschnellkupplung am Hydraulikaggregat und am Schlauchpaket sind vor
Verschmutzung zu schützen. Bei Verschmutzung sind diese vor dem Anschließen zu reinigen.
Die Fräseinrichtung ist mit zwei doppelseitig angeschliffenen Messern ausgerüstet. Bei
nachlassender Schnittleistung können die Messer gewendet bzw. durch neue ersetzt werden
Summary of Contents for ROWELD P 800 B
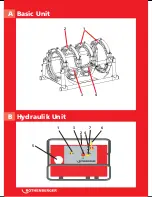
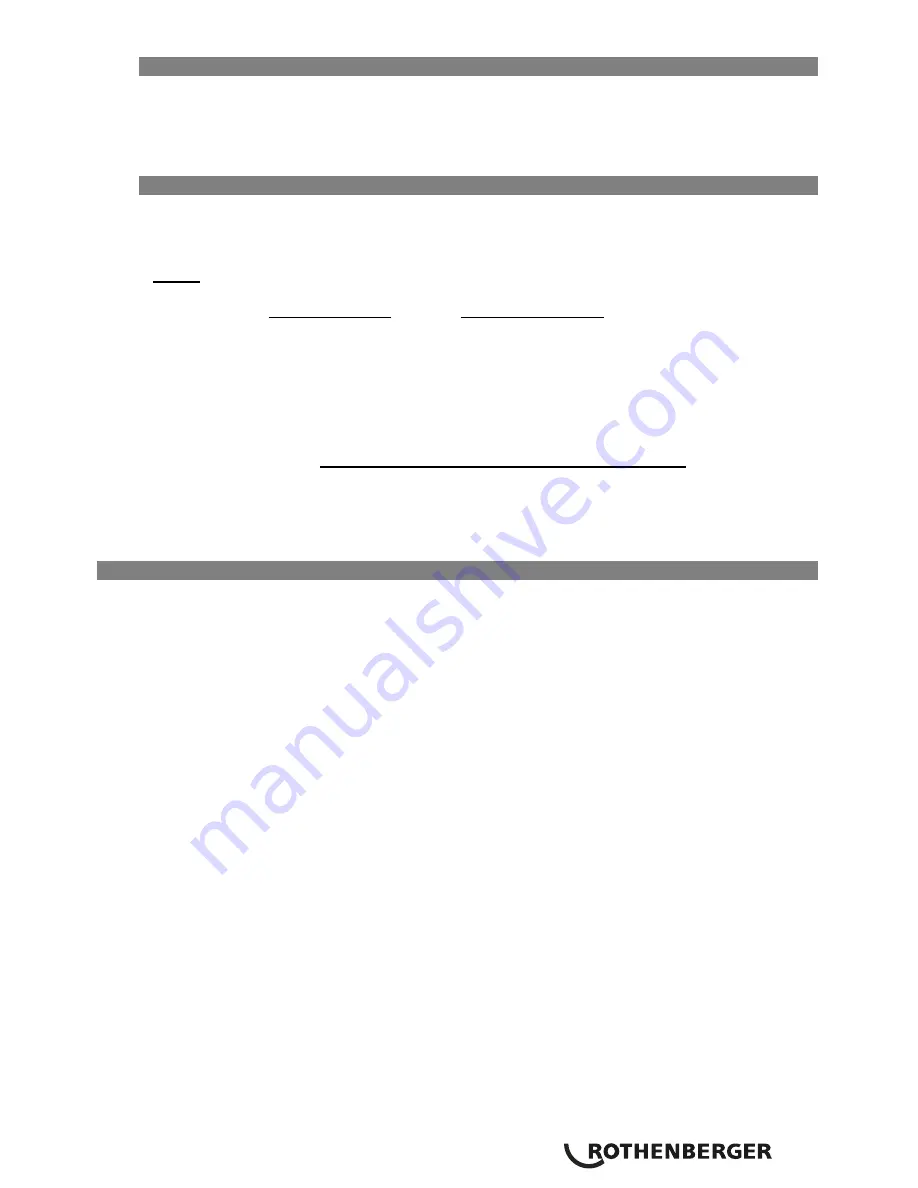
Page 2: ...A Basic Unit B Hydraulik Unit 2 1 3 4 1 2 3 7 4 5 6 ...
Page 49: ...47 Notes ...
Page 50: ...48 Notes ...
Page 51: ...49 Notes ...







































































